2017年10月16日
614 振れ止め
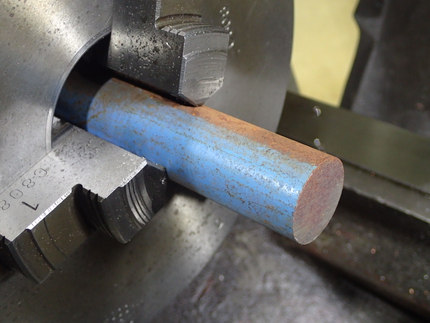
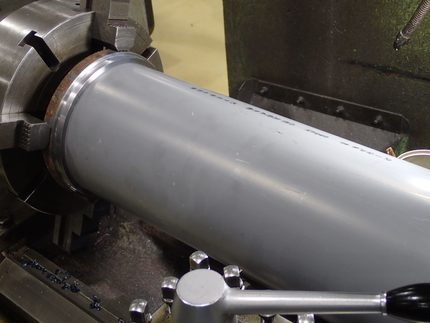
長いの削ってます。全長250ミリ。
両端がフランジ状なので、ほとんど切り屑になっています。
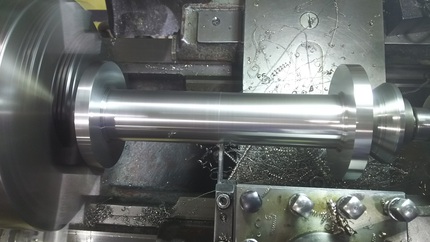
外径は大きな問題なく終了です。
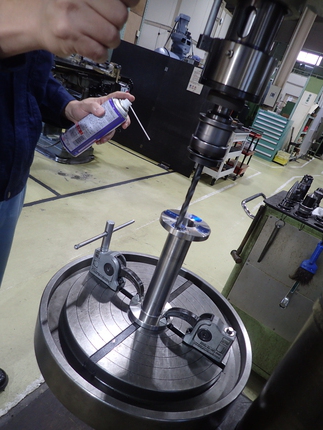
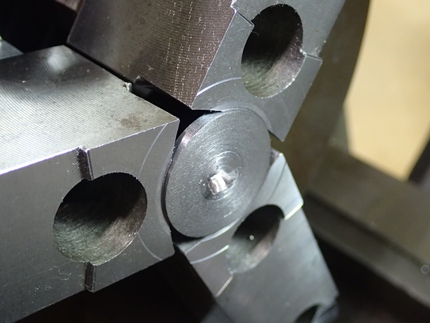
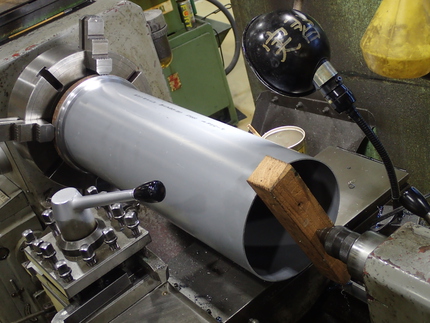
問題は穴加工。事前に下穴は加工済みです。
両側から加工しても良さそうなのですがフランジ部分の幅が13mmしかないのが不安です。
と言うことで固定振れ止めの登場です。

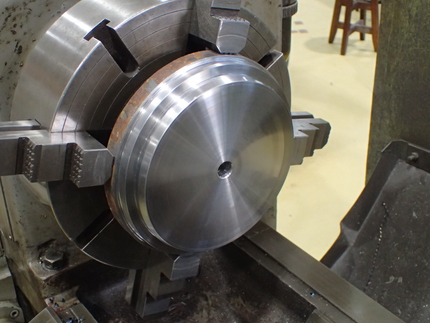
さらに伝家の宝刀も

長さには、まだ余裕がありますね
これで一気に継ぎ目なしで加工します。
250mmの長さをφ37からφ40目指して加工します。

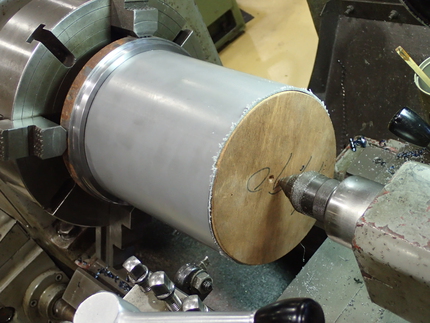
刃先の形状を横切刃角の大きいものにすると割とスムーズに削ることができました。

刃物の形状に制約の多い穴加工バイトでは切刃角の影響は大きいと感じています。以前も同じこと言っていますが、もう少し検証したいと思います。
両端で直径差0.05mm程度でした。面粗さは今イチ でしたが、刃先の形状(ノーズR)と切削条件(送り、切り込み、速度)を再考すればもう少しはいけたと思います。今回は時間の関係でこれで合格としました
でしたが、刃先の形状(ノーズR)と切削条件(送り、切り込み、速度)を再考すればもう少しはいけたと思います。今回は時間の関係でこれで合格としました
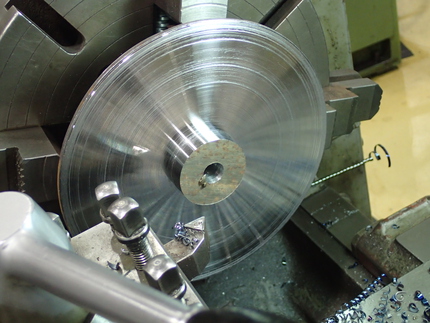
これもワイヤーカットで。とはいかないでしょう
端面にOリング溝を加工して終了

この後、フランジ面に穴加工で完成。
両端がフランジ状なので、ほとんど切り屑になっています。

外径は大きな問題なく終了です。
問題は穴加工。事前に下穴は加工済みです。
両側から加工しても良さそうなのですがフランジ部分の幅が13mmしかないのが不安です。
と言うことで固定振れ止めの登場です。

さらに伝家の宝刀も


長さには、まだ余裕がありますね
これで一気に継ぎ目なしで加工します。
250mmの長さをφ37からφ40目指して加工します。

刃先の形状を横切刃角の大きいものにすると割とスムーズに削ることができました。

刃物の形状に制約の多い穴加工バイトでは切刃角の影響は大きいと感じています。以前も同じこと言っていますが、もう少し検証したいと思います。
両端で直径差0.05mm程度でした。面粗さは今イチ
 でしたが、刃先の形状(ノーズR)と切削条件(送り、切り込み、速度)を再考すればもう少しはいけたと思います。今回は時間の関係でこれで合格としました
でしたが、刃先の形状(ノーズR)と切削条件(送り、切り込み、速度)を再考すればもう少しはいけたと思います。今回は時間の関係でこれで合格としました
これもワイヤーカットで。とはいかないでしょう
端面にOリング溝を加工して終了


この後、フランジ面に穴加工で完成。

2017年10月04日
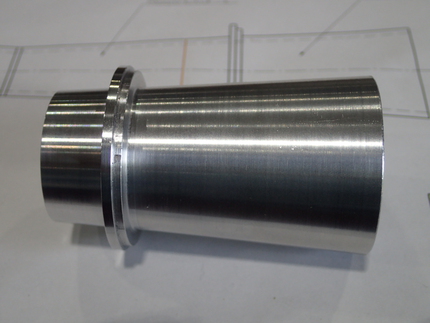
612 合体版?
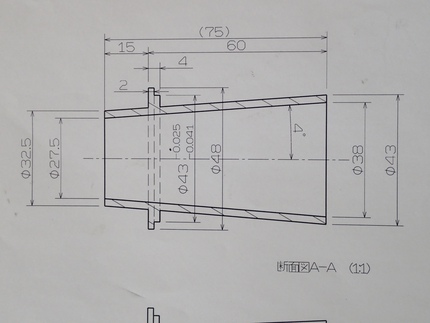
以前の記事(つば付き、つばなし)の続編。合体版?
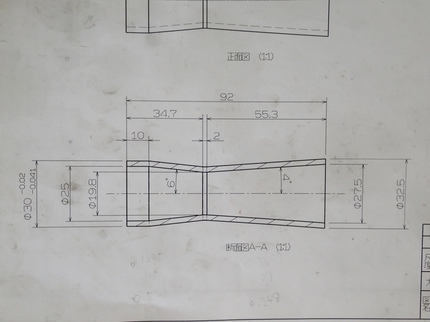
図面はコレ↓

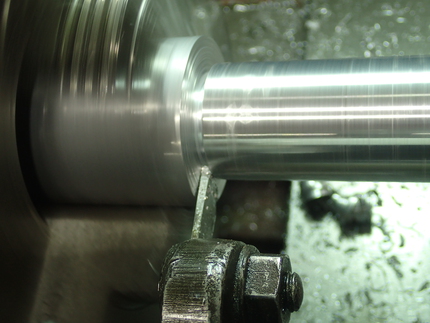
素材から荒削り。下穴ドリル加工。突っ切り。

ひっくり返して荒削り

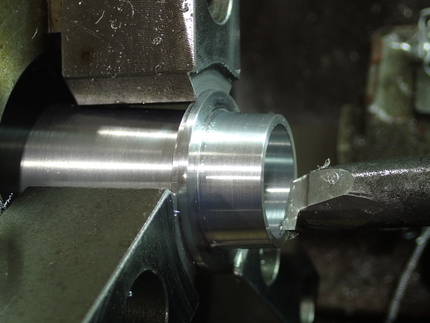
内径加工。入口の穴径を正確に測れる方法がない

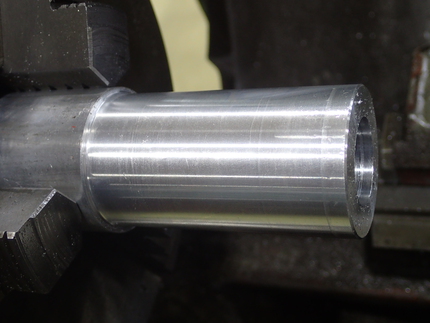
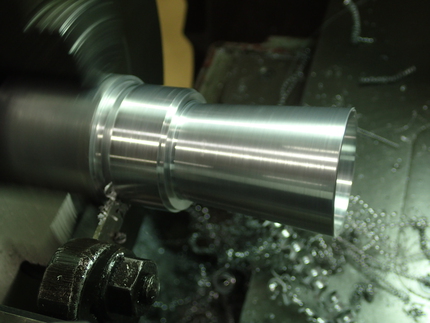
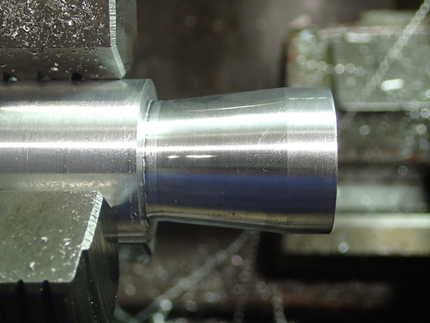
外形を仕上げ。つば部分も。

中略。写真がない
完成⁈微妙に失敗を繰り返したので3個になりました。。。

これくらいの直径と肉厚で2ミリほどツバが付いていれば問題なく削れるようです
| 2017/05/30 591 つばなし | 2017/06/05 592 つば付き |
 | 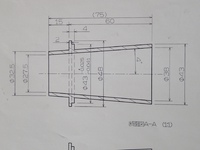 |
図面はコレ↓

素材から荒削り。下穴ドリル加工。突っ切り。

ひっくり返して荒削り

内径加工。入口の穴径を正確に測れる方法がない

外形を仕上げ。つば部分も。

中略。写真がない

完成⁈微妙に失敗を繰り返したので3個になりました。。。

これくらいの直径と肉厚で2ミリほどツバが付いていれば問題なく削れるようです

2017年09月22日
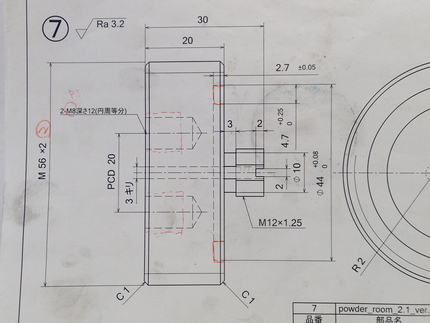
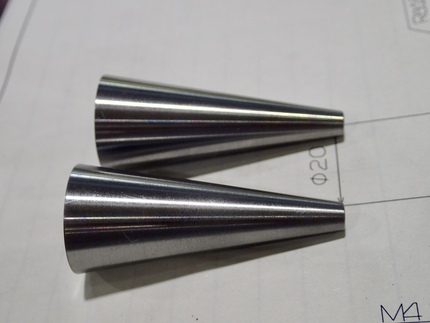
610 夏休みの宿題
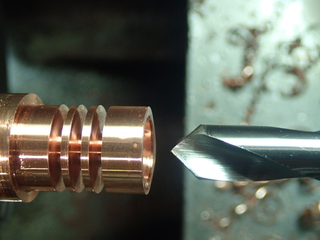
機械・工作技術セミナーに出ていた課題にチャレンジしてみました。

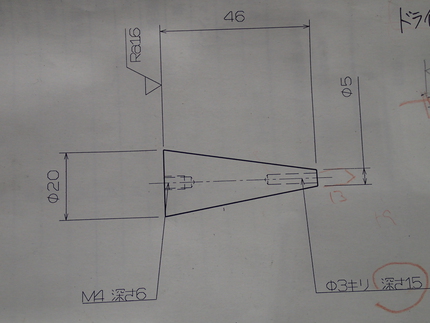
テーパ、細長い、センター穴不可、この辺がポイントでしょうね。
先端のφ3をどのように加工するかですね。
①センター穴を開けて、その分長めに作って最後に切り落とす。→どうやって切り落とすか?
②太い状態でφ3部分を先に作っておく。→その後のテーパ部はうまく削れるのか?
セミナーの中で、①の方法でで先端をワイヤー放電で切り落とすという案がありました。イイね!うちにはワイヤー加工機はない
そこで②の方法ですが、その後のテーパ加工をどうするかなのですが、センター以外の方法で支えられれば良いのでは。
固定振れ止めのようなもの。固定振れ止めは大きすぎてそのままでは使えない。
芯押し台の方でベアリングで支えれば良いのではないか。
内径3mmのベアリングを探したのですが出てきませんでした。
8mmならあるよ。
それに外径8mm内径3mmのブッシュを入れればいけるか。
それならベアリング無しでブッシュだけでもいけるんじゃない。デッドセンターみたいな感じで。
ということでブッシュを作ります。
φ6の黄銅を長さ15mmほどでカット。後で考えたれば、倍くらいの長さにしておけば楽だった。

主軸側にドリル、芯押し台側に切り落とした黄銅をドリルチャックでチャッキング。


こうやってドリリング→リーマとすれば同心も問題ないでしょう。


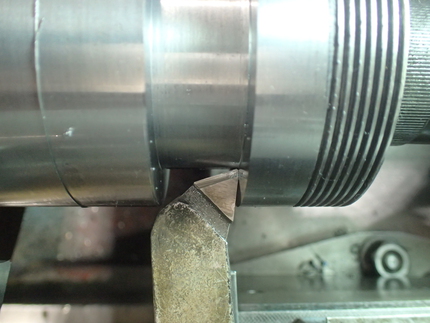
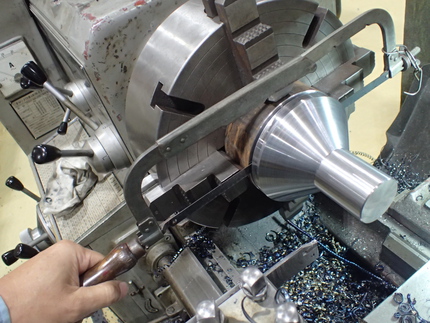
太い状態でまず先端のφ3部分をそろそろと加工します。
サーメットの片刃バイトで荒削り、ヘールバイトで面粗さと寸法を仕上げておきます。


このφ3部分を先ほどの黄銅のブッシュで支えてテーパ部を加工していきます。
この時、バイトとドリルチャックが干渉するので黄銅のブッシュは長く作っておくべきだったと反省


太い方のφ20のストレート部分を20mmほどつけて切り落とし。
そのストレート部分をチャッキングして反対側の太い側を加工。
センター穴→19.5ドリル→φ19エンドミルで穴底が寸法位置になるように加工。

もう一度センター穴→下穴ドリル→タップでネジ加工

テーパに合わせたメス型のジグに押し込んで、飛び出してこないようにセンターで押し付けて余分な端面加工。

残りの肉厚が薄いほど次の加工が楽だと思って下穴を攻めすぎか⁈部分的に穴が開いてる

最後はセンターを外して端面仕上げ。

ネジ部分を面取りでゴマかして完成


テーパ、細長い、センター穴不可、この辺がポイントでしょうね。
先端のφ3をどのように加工するかですね。
①センター穴を開けて、その分長めに作って最後に切り落とす。→どうやって切り落とすか?
②太い状態でφ3部分を先に作っておく。→その後のテーパ部はうまく削れるのか?
セミナーの中で、①の方法でで先端をワイヤー放電で切り落とすという案がありました。イイね!うちにはワイヤー加工機はない
そこで②の方法ですが、その後のテーパ加工をどうするかなのですが、センター以外の方法で支えられれば良いのでは。
固定振れ止めのようなもの。固定振れ止めは大きすぎてそのままでは使えない。
芯押し台の方でベアリングで支えれば良いのではないか。
内径3mmのベアリングを探したのですが出てきませんでした。
8mmならあるよ。
それに外径8mm内径3mmのブッシュを入れればいけるか。
それならベアリング無しでブッシュだけでもいけるんじゃない。デッドセンターみたいな感じで。
ということでブッシュを作ります。
φ6の黄銅を長さ15mmほどでカット。後で考えたれば、倍くらいの長さにしておけば楽だった。

主軸側にドリル、芯押し台側に切り落とした黄銅をドリルチャックでチャッキング。


こうやってドリリング→リーマとすれば同心も問題ないでしょう。


太い状態でまず先端のφ3部分をそろそろと加工します。
サーメットの片刃バイトで荒削り、ヘールバイトで面粗さと寸法を仕上げておきます。


このφ3部分を先ほどの黄銅のブッシュで支えてテーパ部を加工していきます。
この時、バイトとドリルチャックが干渉するので黄銅のブッシュは長く作っておくべきだったと反省


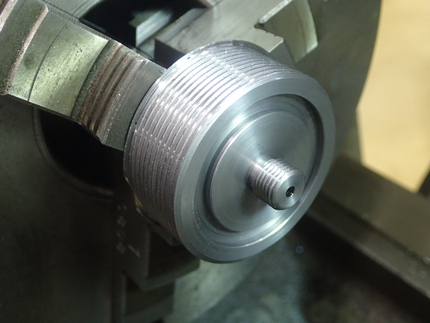
太い方のφ20のストレート部分を20mmほどつけて切り落とし。
そのストレート部分をチャッキングして反対側の太い側を加工。
センター穴→19.5ドリル→φ19エンドミルで穴底が寸法位置になるように加工。

もう一度センター穴→下穴ドリル→タップでネジ加工

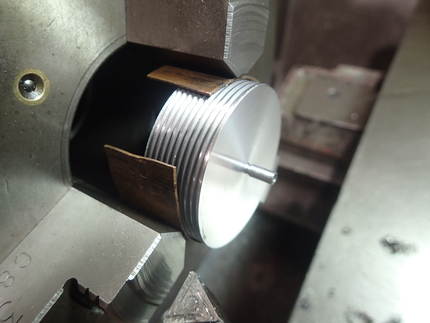
テーパに合わせたメス型のジグに押し込んで、飛び出してこないようにセンターで押し付けて余分な端面加工。

残りの肉厚が薄いほど次の加工が楽だと思って下穴を攻めすぎか⁈部分的に穴が開いてる

最後はセンターを外して端面仕上げ。

ネジ部分を面取りでゴマかして完成

2017年07月19日
600 壺
キリ番ですね
ということで長編でお届けします
今回はコレ。SUS304です。

外見からはなんてことないように見えます。
中(内側)がややこしいんですよ


写真じゃよくわかりませんね。

手書きの内面図です。クリックすると大きな画像になります。
隅部はR5(テーパ部R10)が付いています。
赤字は荒削りの寸法を書いています。
まずは外径から。
細い方を荒削り
トンボ(ひっくり返し)太い部分をがっちりチャッキング。
長さ荒削り→内径荒加工(50キリ→φ58までバイトで繰り広げ)
トンボ(ひっくり返し)
テーパ面加工(R部残し)→細い方を中仕上げ→太い方の捨て削り(芯出しのため)↓加工後の状態

トンボ(ひっくり返し)細い部分をチャッキング、芯出し。
太い外径の仕上げ削り
トンボ(ひっくり返し)太い部分をチャッキング、芯出し。
細い外径の仕上げ→テーパ面の仕上げ→Rの加工

CNC旋盤でいきたいところですが多忙につき汎用機です
いよいよ内径加工。
荒削りから。

入り口φ60で穴底φ85なので12.5mmの段差がありますからその分突き出したバイトを使用します。入り口が大きい(φ60)のでゴッツいシャンクを突っ込めるので楽は楽です。CNCだったらどんなバイト使うんでしょうか?そんなに突き出たバイトあるのかな。。。
このバイトで先ほどの図面の赤数字の寸法で削っていきます。長さ方向に0.5mm、径方向に1mm取り代つけています。隅のR部とテーパ部は残しておきます。
テーパ部の荒削りは超硬のスロウアウェイバイトで。
突き出しが足りないので傾けて取り付けて稼いでいます。

中仕上げ。
先ほどのハイスのバイトに戻って、長さ方向、径方向共に0.1mm残して削っていきます。隅のR部も1mm刻みの階段状に削っておきます。
仕上げ。
Rバイトに替えて仕上げていきます。
まずは手前側から。R部を荒削りして、端面、内径を寸法に仕上げます。
続いて奥側。手前側と同様に削っていきます。内径は適当につないで削ります。

テーパ部の仕上げ。
R10のバイトに変えて立ち上がりの隅のRを作っていきます。
その時に少しだけテーパ面まで削っておきます。

超硬のスローアウエイに替えてテーパ部を仕上げていきます。
R加工の時に削っておいたテーパ面とつながるように削っていきます。
見えないので目盛りと音が頼りです。

テーパの小端側の角のRの加工です。
総型バイトを作って削っていきます。
テーパ面、内径面に変な傷をつけたくないのでバイトの角が当たらないような形状に整形しています。
バイトは細くなるし、当たり面(切削刃長)が長くなるのでビビりが心配です。
角がなくなって丸くなっていれば良い程度なので控えめに削って良しとします。
これでなんとか完成です。
内は測れないし、見えないので、それなりにできていればわかりません
今回は中に何かが入るわけでもなく、それなりの形状ができていれば良いということだったので良しにしましょう
でも、どんな風に出来上がっているかは確認したいので、マイクロスコープみたいなデジカメが欲しいですね。歯医者さんが使っているやついいんですよね。

ということで長編でお届けします
今回はコレ。SUS304です。

外見からはなんてことないように見えます。
中(内側)がややこしいんですよ


写真じゃよくわかりませんね。
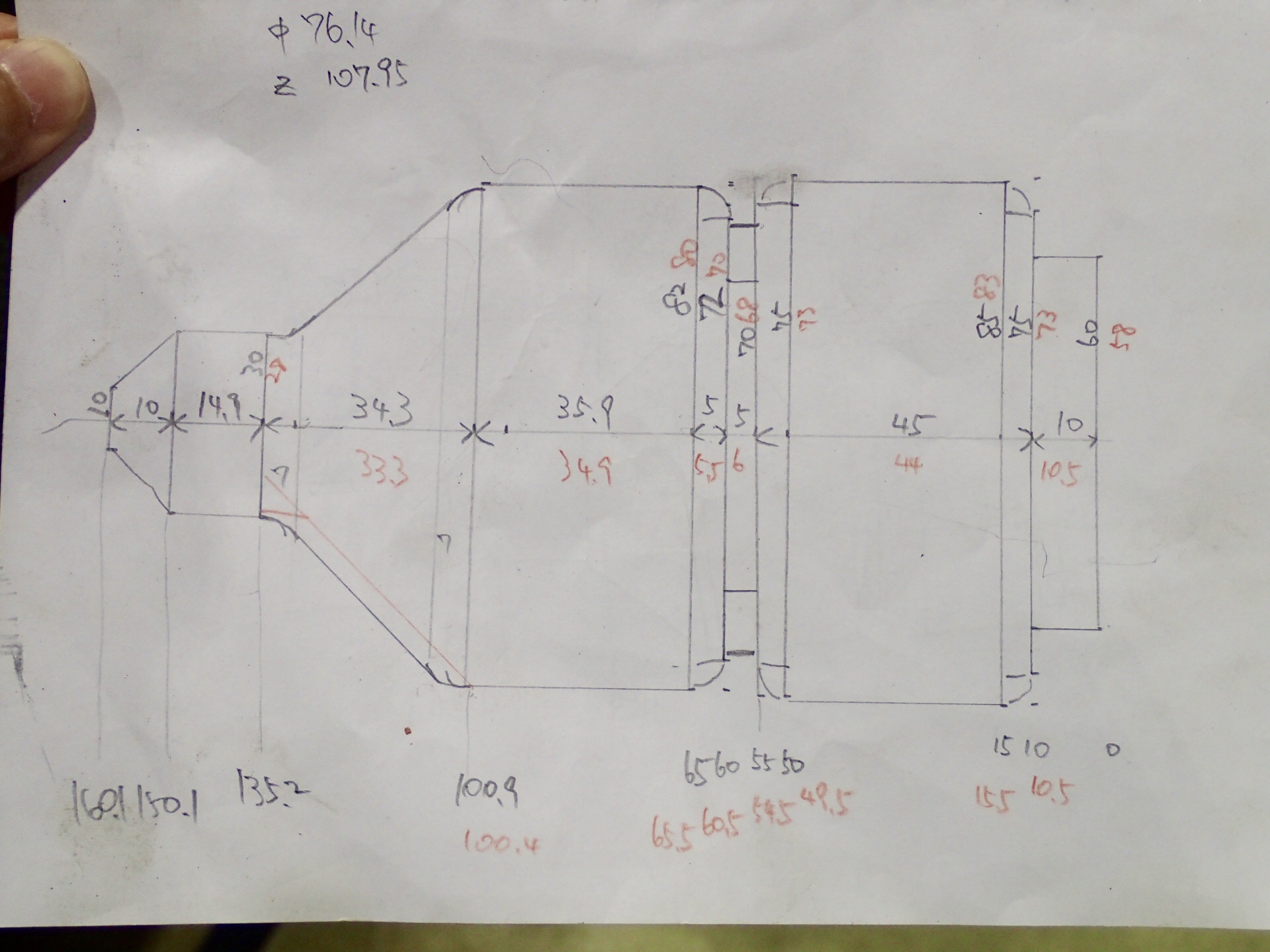
手書きの内面図です。クリックすると大きな画像になります。
隅部はR5(テーパ部R10)が付いています。
赤字は荒削りの寸法を書いています。
まずは外径から。
細い方を荒削り
トンボ(ひっくり返し)太い部分をがっちりチャッキング。
長さ荒削り→内径荒加工(50キリ→φ58までバイトで繰り広げ)
トンボ(ひっくり返し)
テーパ面加工(R部残し)→細い方を中仕上げ→太い方の捨て削り(芯出しのため)↓加工後の状態

トンボ(ひっくり返し)細い部分をチャッキング、芯出し。
太い外径の仕上げ削り
トンボ(ひっくり返し)太い部分をチャッキング、芯出し。
細い外径の仕上げ→テーパ面の仕上げ→Rの加工

CNC旋盤でいきたいところですが多忙につき汎用機です
いよいよ内径加工。
荒削りから。

入り口φ60で穴底φ85なので12.5mmの段差がありますからその分突き出したバイトを使用します。入り口が大きい(φ60)のでゴッツいシャンクを突っ込めるので楽は楽です。CNCだったらどんなバイト使うんでしょうか?そんなに突き出たバイトあるのかな。。。
このバイトで先ほどの図面の赤数字の寸法で削っていきます。長さ方向に0.5mm、径方向に1mm取り代つけています。隅のR部とテーパ部は残しておきます。
テーパ部の荒削りは超硬のスロウアウェイバイトで。
突き出しが足りないので傾けて取り付けて稼いでいます。

中仕上げ。
先ほどのハイスのバイトに戻って、長さ方向、径方向共に0.1mm残して削っていきます。隅のR部も1mm刻みの階段状に削っておきます。
仕上げ。
Rバイトに替えて仕上げていきます。
まずは手前側から。R部を荒削りして、端面、内径を寸法に仕上げます。
続いて奥側。手前側と同様に削っていきます。内径は適当につないで削ります。

テーパ部の仕上げ。
R10のバイトに変えて立ち上がりの隅のRを作っていきます。
その時に少しだけテーパ面まで削っておきます。

超硬のスローアウエイに替えてテーパ部を仕上げていきます。
R加工の時に削っておいたテーパ面とつながるように削っていきます。
見えないので目盛りと音が頼りです。

テーパの小端側の角のRの加工です。
総型バイトを作って削っていきます。
テーパ面、内径面に変な傷をつけたくないのでバイトの角が当たらないような形状に整形しています。
バイトは細くなるし、当たり面(切削刃長)が長くなるのでビビりが心配です。
角がなくなって丸くなっていれば良い程度なので控えめに削って良しとします。
これでなんとか完成です。
内は測れないし、見えないので、それなりにできていればわかりません
今回は中に何かが入るわけでもなく、それなりの形状ができていれば良いということだったので良しにしましょう
でも、どんな風に出来上がっているかは確認したいので、マイクロスコープみたいなデジカメが欲しいですね。歯医者さんが使っているやついいんですよね。
2017年06月15日
594 再リクエスト
先の記事にリクエストがありまして、なかなかお答えすることができずにいました。もう1年近く立ってしまいました
R加工の荒削りということで、似たような事例がありましたので、そちらを例に紹介したいと思います。

このリング状の凸部の立ち上がりの隅をR加工するというもの。
R4と小さめなので総型バイトで加工することにしました。
リクエストにあったのはR50と大きなものでしたが同じことだと思います。
まずは真剣バイトを横向きにつけて粗削り。
やり方は色々あると思いますが45度ならR面を侵すことはありませんから、何も考えなくていいので楽です。

粗削りの方法 その1
片刃バイトでテキトーに
左右の手で横送りハンドルと縦送りハンドルを回してそれっぽく削っていきます。
出来上がりのR面に食い込まないようにだけ気をつけることです。端面も外径もまだ取り代が残っているので余裕はあります。
スキルが伴わないので、あまりに酷い状況ですが恥を忍んで晒しておきます
粗削りの方法 その2
X軸、Z軸の位置を計算してそこまで階段状に削る。
今回はX軸で1mmごとに削っています。細かい方が良いのでしょうが手間暇かかりますからね ノーズR分は余裕があるはずです。
大きなRだとZ軸刻みもやると効果的と思います。中心部分と外周部分では1ステップの幅が随分違いますから。

これくらいだと45度と変わらないように見えますね。
いずれの場合でも最後はRバイトで仕上げます。
この時に端面と外径の寸法も仕上げていきます。その方がRとの繋がりがキレイに見えます。


こんなのでお分りいただけましたでしょうか?
皆様からのリクエスト・ご意見お待ちしています
R加工の荒削りということで、似たような事例がありましたので、そちらを例に紹介したいと思います。

このリング状の凸部の立ち上がりの隅をR加工するというもの。
R4と小さめなので総型バイトで加工することにしました。
リクエストにあったのはR50と大きなものでしたが同じことだと思います。
まずは真剣バイトを横向きにつけて粗削り。
やり方は色々あると思いますが45度ならR面を侵すことはありませんから、何も考えなくていいので楽です。

粗削りの方法 その1
片刃バイトでテキトーに

左右の手で横送りハンドルと縦送りハンドルを回してそれっぽく
削っていきます。出来上がりのR面に食い込まないようにだけ気をつけることです。端面も外径もまだ取り代が残っているので余裕はあります。
スキルが伴わないので、あまりに酷い状況ですが恥を忍んで晒しておきます
粗削りの方法 その2
X軸、Z軸の位置を計算してそこまで階段状に削る。
今回はX軸で1mmごとに削っています。細かい方が良いのでしょうが手間暇かかりますからね
ノーズR分は余裕があるはずです。大きなRだとZ軸刻みもやると効果的と思います。中心部分と外周部分では1ステップの幅が随分違いますから。

これくらいだと45度と変わらないように見えますね。
いずれの場合でも最後はRバイトで仕上げます。
この時に端面と外径の寸法も仕上げていきます。その方がRとの繋がりがキレイに見えます。


こんなのでお分りいただけましたでしょうか?
皆様からのリクエスト・ご意見お待ちしています
2017年06月05日
592 つば付き
前回の続きです。
テーパ面は1つだけど途中にツバが付いて厄介。
最後はどこを掴めばいいんだろ⁈
まずは、外形を荒削り。ドリルで下穴加工。
図面右側の大口径側の内外を仕上げます。
ツバのφ48の外径も仕上げておきます。
突っ切り落として反対側。

ツバのφ48の部分を1.5mmほど生爪でチャッキング。

外径のテーパを仕上げれば出来上がり。
内径を測定すると少し違っていたので再度加工。
出来上がり
ツバありとなしどちらも同じくらい手間がかかりますね
それなのに。。。
続きを読む
テーパ面は1つだけど途中にツバが付いて厄介。

最後はどこを掴めばいいんだろ⁈

まずは、外形を荒削り。ドリルで下穴加工。

図面右側の大口径側の内外を仕上げます。
ツバのφ48の外径も仕上げておきます。
突っ切り落として反対側。

ツバのφ48の部分を1.5mmほど生爪でチャッキング。

外径のテーパを仕上げれば出来上がり。

内径を測定すると少し違っていたので再度加工。

出来上がり
ツバありとなしどちらも同じくらい手間がかかりますね
それなのに。。。
続きを読む
2017年05月30日
591 つばなし
前回の部品の1つ。
テーパ面が多くて手間がかかります。
外形のテーパをどうやって加工するかが問題。
最後は図面左側、φ30長さ10mmをチャッキングして加工することになるんだろうな。潰れないかな。アンコが必要かもね。。。
素材外径φ40からφ33.5まで荒削り。

いつもの超硬スローアウェイでは構成刃先で効率上がらず
ハイスの片刃バイトでなんとか打開。

ドリルで下穴まで開けて荒削り終了。
図面右側、4度のテーパ穴を加工します。

寸法プラス05mmくらいで突っ切ります。
図面左側、6度のテーパの外径と穴を仕上げます。
直線部分が10mmあるので、刃物台を6度傾けたまま10mm横送りして、そこから刃物台を送ってテーパ面を加工します。
再び図面右側。4度の外径を仕上げます。
直径30ミリで肉厚2.5ミリあって、メンドくさいしっかりしているのでアンコなしでチャッキングしました。外径にキズがつかないように紙を巻いています。念のため芯押し台からセンターを押しています。

なんとか完成

テーパ面が多くて手間がかかります。
外形のテーパをどうやって加工するかが問題。
最後は図面左側、φ30長さ10mmをチャッキングして加工することになるんだろうな。潰れないかな。アンコが必要かもね。。。
素材外径φ40からφ33.5まで荒削り。

いつもの超硬スローアウェイでは構成刃先で効率上がらず
ハイスの片刃バイトでなんとか打開。

ドリルで下穴まで開けて荒削り終了。

図面右側、4度のテーパ穴を加工します。

寸法プラス05mmくらいで突っ切ります。

図面左側、6度のテーパの外径と穴を仕上げます。
直線部分が10mmあるので、刃物台を6度傾けたまま10mm横送りして、そこから刃物台を送ってテーパ面を加工します。

再び図面右側。4度の外径を仕上げます。
直径30ミリで肉厚2.5ミリあって、

なんとか完成
2017年05月24日
590 3in1

CNC旋盤が仕事で詰まっているので汎用機にて加工。
テーパ面だらけでちょっと大変
入口と出口の数値を入力して正確にできるNC機と違って、角度のズレが加工直径の誤差につながるので厄介です。
ダイヤルゲージを当ててなるべく正確に角度出しはやったのですが、どの程度できていることやら。。。
そもそもテーパ穴の直径を正確に測ることが難しい。無理。


3つが組み合わさって溶接されるそうです。

長くなりそうなので、この話題続きます。
2017年04月04日
584 勝手違い
幅広の溝入れ加工です。
溝幅25ミリ。半割りのリングを圧入するので−0.02〜0.04ミリくらいで仕上げたいところ。
そうなると表面粗さもそれなりに仕上げる必要がありますね。

まずはステッキで荒削り。
溝底の径は厳しくないのでそのまま仕上げます。
両端面は溝幅の寸法と表面粗さを仕上げるために0.2ミリずつほど残しておきます。

左の端面はいつものサーメットの片刃バイトで仕上げます。
右の端面は超硬付け刃の隅(すみ)バイトで仕上げることにしました。
この刃物は刃の向きが逆に付いていますね。
刃先を自分の方に向けて、右に切れ刃が付いているものを「右勝手」、左に刃が付いているものを「左勝手」と呼びます。
チップの記号ではR、Lで分類されていることが多いですね。
勝手違いの刃物は出番が少ないのでスローアウエイで揃えていることは稀ですね。
ということで安価な付け刃のバイトを利用しています。
溝幅25ミリ。半割りのリングを圧入するので−0.02〜0.04ミリくらいで仕上げたいところ。
そうなると表面粗さもそれなりに仕上げる必要がありますね。

まずはステッキで荒削り。
溝底の径は厳しくないのでそのまま仕上げます。
両端面は溝幅の寸法と表面粗さを仕上げるために0.2ミリずつほど残しておきます。

左の端面はいつものサーメットの片刃バイトで仕上げます。

右の端面は超硬付け刃の隅(すみ)バイトで仕上げることにしました。
この刃物は刃の向きが逆に付いていますね。
刃先を自分の方に向けて、右に切れ刃が付いているものを「右勝手」、左に刃が付いているものを「左勝手」と呼びます。
チップの記号ではR、Lで分類されていることが多いですね。
勝手違いの刃物は出番が少ないのでスローアウエイで揃えていることは稀ですね。
ということで安価な付け刃のバイトを利用しています。
2017年03月17日
581 リフレッシュ
自分がよく使っている旋盤の刃物台。
バイトを固定するボルトの先端部が傷んでいました。
一番右が新品

先端が傷んでいると締め付ける時にバイトが動いてベストな位置からズレて、固定し直すということが何度もありました。
1本2000円超ということで躊躇していましたが予算的に大丈夫ということで傷んでいた3本全て交換しました。

これで快適に作業ができます
バイトを固定するボルトの先端部が傷んでいました。
一番右が新品


先端が傷んでいると締め付ける時にバイトが動いてベストな位置からズレて、固定し直すということが何度もありました。
1本2000円超ということで躊躇していましたが予算的に大丈夫ということで傷んでいた3本全て交換しました。

これで快適に作業ができます
2017年03月07日
579 内径加工
こんなの作ります。
内径が膨らんでいる形状が手間かかりますね。
内径奥の30ミリの穴はドリルで良いそうで、先端形状もドリル形状で問題ないということになりました。

素材はSUS304。掴みしろを荒削り。

振り替えて外径の荒削り。
削ってみるとSUS304じゃなさそう、、、303ぽいなぁ。

再び振り替えて、ドリルで50まで荒削り。

超硬バイトで内径を60手前まで荒削り。
入口が大きいのが救いです。

ハイスの内径ステッキに替えて、内径80部分の荒削り。

内径を仕上げていきます。
内径の隅のアールもだいたいで問題ないということで、アールバイトに替えて中仕上げから仕上げまで。

側面を仕上げるときは、バイトを少し傾けて側面からアール部分を仕上げていきます。

内径のできあがり

外径を仕上げて完成です

内径が膨らんでいる形状が手間かかりますね。
内径奥の30ミリの穴はドリルで良いそうで、先端形状もドリル形状で問題ないということになりました。

素材はSUS304。掴みしろを荒削り。

振り替えて外径の荒削り。
削ってみるとSUS304じゃなさそう、、、303ぽいなぁ。

再び振り替えて、ドリルで50まで荒削り。

超硬バイトで内径を60手前まで荒削り。
入口が大きいのが救いです。

ハイスの内径ステッキに替えて、内径80部分の荒削り。

内径を仕上げていきます。
内径の隅のアールもだいたいで問題ないということで、アールバイトに替えて中仕上げから仕上げまで。

側面を仕上げるときは、バイトを少し傾けて側面からアール部分を仕上げていきます。

内径のできあがり


外径を仕上げて完成です

2017年02月07日
574 ほどほどに
つかみ代も十分あるのですが、外径が全てネジなので、最後につかみ代を削り落とす時が厄介です。しかも材料がSNCM630と言うネバ硬い素材。

最終的には、ネジ面を銅板を介してチャッキングしてつかみ代を削り落とすことになりそうです。
それなら削り落とす部分は、なるべく小さいほうがいいよねー
保持力の関係で長さ方向は短くしたくないので、径を小さくしよう。

ステッキで荒削りするのがマイブーム
ネバい材料だと切り屑が絡みつかなっくていいよねー。
ついでに反対側のネジ部分も黒皮をがっちり掴んで荒削り。やっぱりステッキ。
荒削り終了!

外径を整えてネジ切り。
M56で問題発生
初めは良かったんですが、切り込みが大きくなった時にズレるんです。ネジ溝とバイトが。
加工物とチャックと空回りしているのが原因のようです。
チャック面ギリギリまでネジを切りたいのでバイトを上げるのをなるべく遅らせていますがが、遅すぎると不完全部分にかかって切り込みが大きくなり過ぎて切削抵抗が大きくなった時に起こるようです。
あまりにつかみ代の径を小さくしすぎた為に把握力が足りないようです。
増し締めしても解決できず、センターを押し付けて端面の摩擦力も利用してなんとか加工終了です。

M12の方もOリング溝も無事終了。
ネジ面を銅板を介してチャッキング。つかみ代を切除。
なんとか完成

やりすぎはいかんですね。
何事もほどほどです


2017年02月01日
573 真犯人
旋盤でテーパ削りをしています。
テーパ角53度なので刃物送り台を26.5度傾けて加工しています。
刃物送り台に直角にバイトを向けた状態で加工していました。

直径が小さくなってくると削れなくなって刃物を進めることができなくなりました。
切り込みを0.2mmくらいに減らせば削れます。
刃物台を回して刃物を軸と直角にすると削れるようになりました。

これは横切刃角の影響なのかなと思い、もっと刃物を傾けると違いが出るのか試してみました。

体感できるほどの違いはありませんでした。
この時は深く考えずに仕事を進めていました。
この記事を書くにあたり、撮った写真を見ながら考えていると一つの考えが浮かびました。
原因は、切刃角ではなくて逃げ角ではないか。
切刃角が原因ならば外径に関係なく影響が出るのではないか。
横切刃角が大きな負の角度になっているので、外径切削ではなく内径切削の状態になっているのではないか。

外径が小さくなる=内径が小さくなる、小さな内径を加工するには大きな逃げ角が必要。
そのため加工が進んで外径が小さくなると逃げ面が干渉して削れなくなる。
切り込みが小さければ逃げ面の干渉を受けにくいので削れる。
と言うことでしょう。
そんなに外れてはないと思います。
自分的にはスッキリしました。
参照:三菱マテリアル、加工技術データベース
テーパ角53度なので刃物送り台を26.5度傾けて加工しています。
刃物送り台に直角にバイトを向けた状態で加工していました。

直径が小さくなってくると削れなくなって刃物を進めることができなくなりました。
切り込みを0.2mmくらいに減らせば削れます。
刃物台を回して刃物を軸と直角にすると削れるようになりました。

これは横切刃角の影響なのかなと思い、もっと刃物を傾けると違いが出るのか試してみました。

体感できるほどの違いはありませんでした。
この時は深く考えずに仕事を進めていました。
この記事を書くにあたり、撮った写真を見ながら考えていると一つの考えが浮かびました。
原因は、切刃角ではなくて逃げ角ではないか。
切刃角が原因ならば外径に関係なく影響が出るのではないか。
横切刃角が大きな負の角度になっているので、外径切削ではなく内径切削の状態になっているのではないか。

外径が小さくなる=内径が小さくなる、小さな内径を加工するには大きな逃げ角が必要。
そのため加工が進んで外径が小さくなると逃げ面が干渉して削れなくなる。
切り込みが小さければ逃げ面の干渉を受けにくいので削れる。
と言うことでしょう。
そんなに外れてはないと思います。
自分的にはスッキリしました。
参照:三菱マテリアル、加工技術データベース
2017年01月26日
572 何刀流
旋盤で作業中の作業台の上。。。

 大谷選手はピッチャーとバッターの二刀流ですが、こっちだって数なら負けてないぜ
大谷選手はピッチャーとバッターの二刀流ですが、こっちだって数なら負けてないぜ
今日は6刀流だぜ
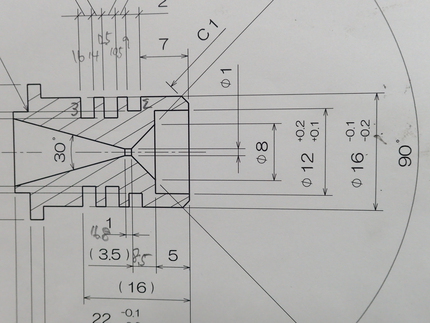
先日の本日の一品で紹介した製品の図面↑の右側の穴部分を作る際の行程です。

この穴側の加工でこれだけ必要でした。
段取りによっては、ドリル1本と穴ぐりバイト1本でやれないこともない。。。
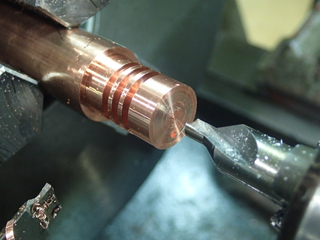 センタードリル(φ2)を深さ7.5mmくらい開けます。計算上深さ8mmなのでそのちょっと手前ね。
センタードリル(φ2)を深さ7.5mmくらい開けます。計算上深さ8mmなのでそのちょっと手前ね。
 エンドミル(φ12)を深さ5mm入れて穴加工。
エンドミル(φ12)を深さ5mm入れて穴加工。
エンドミルでも下穴があったほうが穴加工しやすいですね。
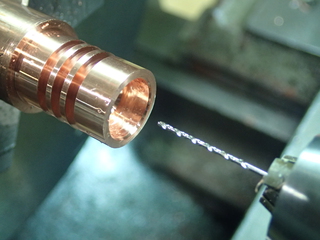 ドリル(φ1)で穴加工。反対側が未加工なので深さ11mmほど入れておきます。
ドリル(φ1)で穴加工。反対側が未加工なので深さ11mmほど入れておきます。
エンドミルとどちらが先でも構いませんね。センタードリルが残っているうちにやってしまえば。
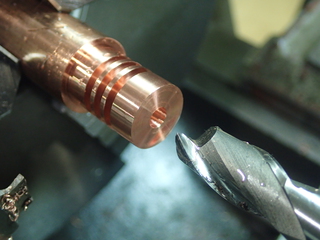
 スターティングドリル(φ6)を深さ8.5mm入れて90度面を作ります。
スターティングドリル(φ6)を深さ8.5mm入れて90度面を作ります。
センタードリルの役目を果たすので最初からこの工程でいいような気もします。ドリル径が1mmなのでセンタが振れにくいと考えてセンタードリルの工程を入れています。切削抵抗も減って面粗さも改善されるんじゃないかという期待も込めて。
 φ8のスターティングドリルで90度の面を広げます。90度の面はφ8なのでφ6のスターティングでは足りません。足りない分をφ8のスターティングドリルで補います。
φ8のスターティングドリルで90度の面を広げます。90度の面はφ8なのでφ6のスターティングでは足りません。足りない分をφ8のスターティングドリルで補います。
だったら最初からφ8を使えばイイんじゃないかとなるのですが、ドリルの先端(中心)のチゼルという部分があってそこは90度にはならないのでなるべくチゼルの小さいものを使いたいということなのです。φ6だとチゼルは1mmほどのようです。
 φ12をバイトで繰り広げて許容差に加工します。
φ12をバイトで繰り広げて許容差に加工します。
最後に面取りカッターで仕上れば出来上がりです。
1個だけ作るのならばドリルチャックを緩めて刃物を付け替えれば良いのですが、数作るとなるとその作業が煩雑になって時間がかかってしまいますね。
外形なら1つのバイトでかなりの加工ができるので穴の加工は制限があるので手間がかかりますね。


 大谷選手はピッチャーとバッターの二刀流ですが、こっちだって数なら負けてないぜ
大谷選手はピッチャーとバッターの二刀流ですが、こっちだって数なら負けてないぜ今日は6刀流だぜ

先日の本日の一品で紹介した製品の図面↑の右側の穴部分を作る際の行程です。

この穴側の加工でこれだけ必要でした。
段取りによっては、ドリル1本と穴ぐりバイト1本でやれないこともない。。。
 センタードリル(φ2)を深さ7.5mmくらい開けます。計算上深さ8mmなのでそのちょっと手前ね。
センタードリル(φ2)を深さ7.5mmくらい開けます。計算上深さ8mmなのでそのちょっと手前ね。 エンドミル(φ12)を深さ5mm入れて穴加工。
エンドミル(φ12)を深さ5mm入れて穴加工。エンドミルでも下穴があったほうが穴加工しやすいですね。
 ドリル(φ1)で穴加工。反対側が未加工なので深さ11mmほど入れておきます。
ドリル(φ1)で穴加工。反対側が未加工なので深さ11mmほど入れておきます。エンドミルとどちらが先でも構いませんね。センタードリルが残っているうちにやってしまえば。
 スターティングドリル(φ6)を深さ8.5mm入れて90度面を作ります。
スターティングドリル(φ6)を深さ8.5mm入れて90度面を作ります。センタードリルの役目を果たすので最初からこの工程でいいような気もします。ドリル径が1mmなのでセンタが振れにくいと考えてセンタードリルの工程を入れています。切削抵抗も減って面粗さも改善されるんじゃないかという期待も込めて。
 φ8のスターティングドリルで90度の面を広げます。90度の面はφ8なのでφ6のスターティングでは足りません。足りない分をφ8のスターティングドリルで補います。
φ8のスターティングドリルで90度の面を広げます。90度の面はφ8なのでφ6のスターティングでは足りません。足りない分をφ8のスターティングドリルで補います。だったら最初からφ8を使えばイイんじゃないかとなるのですが、ドリルの先端(中心)のチゼルという部分があってそこは90度にはならないのでなるべくチゼルの小さいものを使いたいということなのです。φ6だとチゼルは1mmほどのようです。
 φ12をバイトで繰り広げて許容差に加工します。
φ12をバイトで繰り広げて許容差に加工します。最後に面取りカッターで仕上れば出来上がりです。
1個だけ作るのならばドリルチャックを緩めて刃物を付け替えれば良いのですが、数作るとなるとその作業が煩雑になって時間がかかってしまいますね。
外形なら1つのバイトでかなりの加工ができるので穴の加工は制限があるので手間がかかりますね。

2017年01月10日
569 逆から
浅い(2mm)くぼみを加工しています。

エンドミルなどで下穴開けておいてバイトで繰り広げるという方法もありますが(←こちらの方が一般的かな)今回はいきなりバイトで始めます。
被作材に切り込みやすいように刃先の鋭い形状(前切刃角が大きいもの)の刃物を使います。
中心部分は切削速度が0なので中心からやや離れたあたりから切り込んで目指す直径まで繰り広げていきます。
そうなると中心部分に削り残しができてしまいます。
少しづつ中心方向に削り取っていってもいいのですが、刃物の形状から切り込みを大きくできないので多くの回数をこなさないといけません。
そこで中心を行き過ぎて反対側から削っていきます。
この時は逆回転にしないと削れませんね。



最後は向こうから逆回転で削ってきて、中心から正回転に戻して削っていけばキレイな1面に仕上げることができます。


エンドミルなどで下穴開けておいてバイトで繰り広げるという方法もありますが(←こちらの方が一般的かな)今回はいきなりバイトで始めます。
被作材に切り込みやすいように刃先の鋭い形状(前切刃角が大きいもの)の刃物を使います。
中心部分は切削速度が0なので中心からやや離れたあたりから切り込んで目指す直径まで繰り広げていきます。
そうなると中心部分に削り残しができてしまいます。
少しづつ中心方向に削り取っていってもいいのですが、刃物の形状から切り込みを大きくできないので多くの回数をこなさないといけません。
そこで中心を行き過ぎて反対側から削っていきます。
この時は逆回転にしないと削れませんね。



最後は向こうから逆回転で削ってきて、中心から正回転に戻して削っていけばキレイな1面に仕上げることができます。

2016年12月19日
565 端面溝

出来上がりの写真です。
段付部分の端面に溝が入っています。
Oリング溝ではなくて冷却のための冷媒を流す溝だそうです。そんなに精度はいらないということですね

この部分の加工は一手間かかります。
それ用のバイト(刃物)を準備しないといけませんから。
今回は穴グリ用のバイトを改造して使用しました。
溝の内径が16ミリ、溝幅が2.5ミリです。
溝幅はサイズを測りながら広げていきました。
2016年12月13日
564 大量?生産
同じ形のものをたくさん作ります。
この素材(S45C、φ30)から
出来上がりの厚さが6mmなので50mmほど突き出して、超硬片刃バイト(ノーズR0.8)で荒削り。

段附部分をステッキバイトで荒削り。なぜかハイス(高速度鋼)

外周部分をサーメットの片刃バイト(ノーズR0.2)を使って仕上げ削り。

剣バイトを使って面取り。

出来上がり長さプラス0.3mm程度で突っ切り落とします。やっぱりハイス(高速度鋼)の突っ切りバイト。荒削りしているステッキバイトと同じもの

そのまま段差部分の荒削り。

外周部分をサーメットの片刃バイト(ノーズR0.2)を使って仕上げ削り。
と繋がっていきます。
この端面を削る時に長さ方向の目盛りを0にセットし直します。
そうすることで、突っ切りの位置も目盛りで厚さを一定にすることができます。
この要領で必要な個数を作っていきます。
裏返して長さを決めていきます。
薄いし数があるので生爪を使います。
また裏返して表側の加工に戻ります。
数物(大量生産物)は同じ工程を数の分続けて、全数終わったら次の工程へと進むのが早いんです。
穴加工のために下穴を兼ねてセンタ穴を全数加工します。
次にエンドミルで穴を仕上げます。

最後に真ん中に小さな穴を開けました。この穴が3パターンあるので最後の工程にしました。
完成

大量とは言ってもたった15個(+予備2個)
うちでは5個を超えると大量です

この素材(S45C、φ30)から

出来上がりの厚さが6mmなので50mmほど突き出して、超硬片刃バイト(ノーズR0.8)で荒削り。

段附部分をステッキバイトで荒削り。なぜかハイス(高速度鋼)

外周部分をサーメットの片刃バイト(ノーズR0.2)を使って仕上げ削り。

剣バイトを使って面取り。

出来上がり長さプラス0.3mm程度で突っ切り落とします。やっぱりハイス(高速度鋼)の突っ切りバイト。荒削りしているステッキバイトと同じもの

そのまま段差部分の荒削り。

外周部分をサーメットの片刃バイト(ノーズR0.2)を使って仕上げ削り。
と繋がっていきます。
この端面を削る時に長さ方向の目盛りを0にセットし直します。
そうすることで、突っ切りの位置も目盛りで厚さを一定にすることができます。
この要領で必要な個数を作っていきます。
裏返して長さを決めていきます。
薄いし数があるので生爪を使います。

また裏返して表側の加工に戻ります。
数物(大量生産物)は同じ工程を数の分続けて、全数終わったら次の工程へと進むのが早いんです。
穴加工のために下穴を兼ねてセンタ穴を全数加工します。
次にエンドミルで穴を仕上げます。

最後に真ん中に小さな穴を開けました。この穴が3パターンあるので最後の工程にしました。
完成


大量とは言ってもたった15個(+予備2個)
うちでは5個を超えると大量です

2016年12月01日
562 ついでに
φ210、厚さ50ミリ

φ180のパイプがきつく入るようにとのリクエスト
このパイプは長さ200mmにするそうなので、この状態で切れないかなぁ。。。
心押し台で押し付けてバイトで切れないかなぁ。。。
突っ切りバイトで挑んでみましたが空回りして無理でした
もっと細いバイトだったらもう少しいけたかも。
仕方なく、またこれで。。。

心棒入れてアンコ(木の円板)詰めて加工します。
切り口をキレイにしながら長さを調整します。
本体の方は、厚さを50ミリから30ミリにしなくてはいけません。
半分近く捨てることになります。のこ盤で切れると楽なのですが、この厚さでは固定ができません。
じゃんじゃかキリコにしていきます
最後に端面を仕上げます。
旋盤では中心に行くほど切削速度が低くなってしまうので広い面を一様に仕上げるのは厄介です。
いつものサーメットのチップで、、、なんとか合格ラインでしょうか

φ180のパイプがきつく入るようにとのリクエスト


このパイプは長さ200mmにするそうなので、この状態で切れないかなぁ。。。

心押し台で押し付けてバイトで切れないかなぁ。。。
突っ切りバイトで挑んでみましたが空回りして無理でした
もっと細いバイトだったらもう少しいけたかも。
仕方なく、またこれで。。。

心棒入れてアンコ(木の円板)詰めて加工します。
切り口をキレイにしながら長さを調整します。

本体の方は、厚さを50ミリから30ミリにしなくてはいけません。
半分近く捨てることになります。のこ盤で切れると楽なのですが、この厚さでは固定ができません。
じゃんじゃかキリコにしていきます

最後に端面を仕上げます。
旋盤では中心に行くほど切削速度が低くなってしまうので広い面を一様に仕上げるのは厄介です。
いつものサーメットのチップで、、、なんとか合格ラインでしょうか

2016年11月09日
558 見込み違い
今回もテーパ形状です

この次に110mmの長さに切り出さなくてはいけません。
ノコ盤で切るには掴む部分が短いようです。掴めなくはないのですが安定した保持には不安がありますね。
ステッキバイトで切り落とすには大きすぎます。外形130mmですからバイトの長さが少し足りないですね。
ステッキバイトで届くところまで削り込んで残りはノコ盤で切れば負担(不安)も少ないかな。
と言うことでとりあえずステッキを入れてみます。
バイトを伸ばしてなるべく細く。

お、おー。結構いけたね
これならノコ盤じゃなくて手ノコでいけるんじゃね
なかなか切れんな
これならノコ盤が良かったかも。。。
皮一枚残して、手で握ってコキコキと折り取ります。
とったどー

残りが約14mm。もう少しステッキ入れると楽だったかな。。。

この次に110mmの長さに切り出さなくてはいけません。
ノコ盤で切るには掴む部分が短いようです。掴めなくはないのですが安定した保持には不安がありますね。
ステッキバイトで切り落とすには大きすぎます。外形130mmですからバイトの長さが少し足りないですね。
ステッキバイトで届くところまで削り込んで残りはノコ盤で切れば負担(不安)も少ないかな。
と言うことでとりあえずステッキを入れてみます。
バイトを伸ばしてなるべく細く。

お、おー。結構いけたね
これならノコ盤じゃなくて手ノコでいけるんじゃね

なかなか切れんな
これならノコ盤が良かったかも。。。
皮一枚残して、手で握ってコキコキと折り取ります。
とったどー

残りが約14mm。もう少しステッキ入れると楽だったかな。。。
2016年10月24日
555 また来た
前回 → 2016/10/18
 |
過去に何度かやっている部品です。外周が全面テーパになっているので切り落とした後の加工が厄介です。テーパと先端の穴を仕上げて直線部分を10mmほどつけて長めに突っ切ります。写真↑は切り落とした後のもの。振り替えて長めの長さを決めます。仕上げ寸法より長い分だけ穴…
「あれ⁈これまた作るの。」(写真は完成品)
「え⁉︎前と違うの?」
今回↓

前回↓
「先端の穴の径が変わりまして、、、」
「ふ〜ん」
「重量の関係で少し長くなっています。」
「え
 な・が・く なってる
な・が・く なってる 」
」(20-5)/48と(20-5)/46。
角度が変わるじゃない。。。

8.88度と9.26度。どちらも半角ね。
三角関数で計算してください。サイン・コサイン・タンジェント!
テーパの治具を作り直さないといけません

毎度、毎度と重なるとたくさんの治具ができますね




