2017年01月26日
572 何刀流
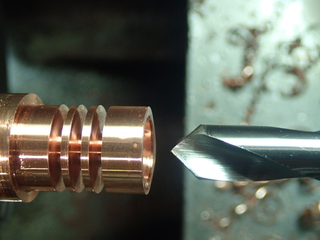
旋盤で作業中の作業台の上。。。

 大谷選手はピッチャーとバッターの二刀流ですが、こっちだって数なら負けてないぜ
大谷選手はピッチャーとバッターの二刀流ですが、こっちだって数なら負けてないぜ
今日は6刀流だぜ
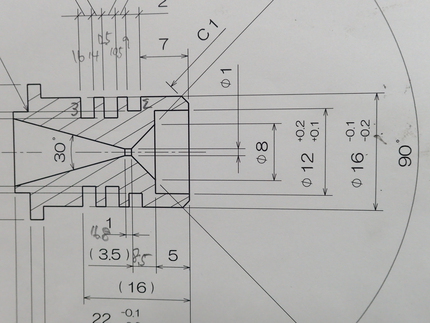
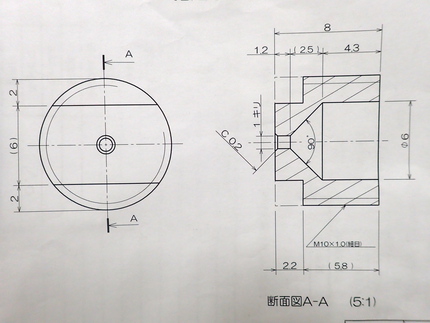
先日の本日の一品で紹介した製品の図面↑の右側の穴部分を作る際の行程です。

この穴側の加工でこれだけ必要でした。
段取りによっては、ドリル1本と穴ぐりバイト1本でやれないこともない。。。
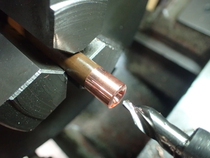
 センタードリル(φ2)を深さ7.5mmくらい開けます。計算上深さ8mmなのでそのちょっと手前ね。
センタードリル(φ2)を深さ7.5mmくらい開けます。計算上深さ8mmなのでそのちょっと手前ね。
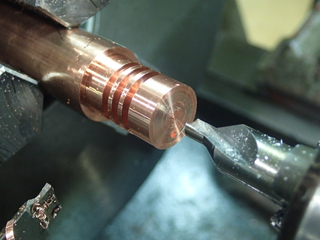
 エンドミル(φ12)を深さ5mm入れて穴加工。
エンドミル(φ12)を深さ5mm入れて穴加工。
エンドミルでも下穴があったほうが穴加工しやすいですね。
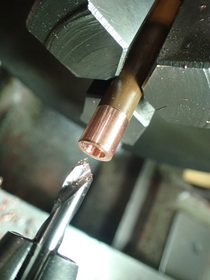
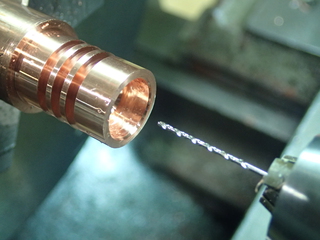 ドリル(φ1)で穴加工。反対側が未加工なので深さ11mmほど入れておきます。
ドリル(φ1)で穴加工。反対側が未加工なので深さ11mmほど入れておきます。
エンドミルとどちらが先でも構いませんね。センタードリルが残っているうちにやってしまえば。
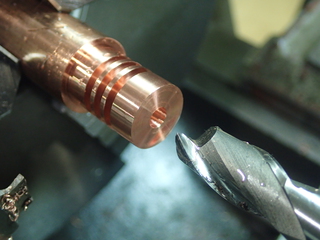
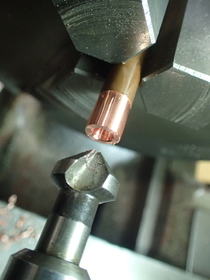
 スターティングドリル(φ6)を深さ8.5mm入れて90度面を作ります。
スターティングドリル(φ6)を深さ8.5mm入れて90度面を作ります。
センタードリルの役目を果たすので最初からこの工程でいいような気もします。ドリル径が1mmなのでセンタが振れにくいと考えてセンタードリルの工程を入れています。切削抵抗も減って面粗さも改善されるんじゃないかという期待も込めて。
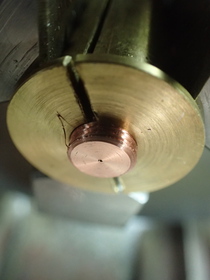
 φ8のスターティングドリルで90度の面を広げます。90度の面はφ8なのでφ6のスターティングでは足りません。足りない分をφ8のスターティングドリルで補います。
φ8のスターティングドリルで90度の面を広げます。90度の面はφ8なのでφ6のスターティングでは足りません。足りない分をφ8のスターティングドリルで補います。
だったら最初からφ8を使えばイイんじゃないかとなるのですが、ドリルの先端(中心)のチゼルという部分があってそこは90度にはならないのでなるべくチゼルの小さいものを使いたいということなのです。φ6だとチゼルは1mmほどのようです。
 φ12をバイトで繰り広げて許容差に加工します。
φ12をバイトで繰り広げて許容差に加工します。
最後に面取りカッターで仕上れば出来上がりです。
1個だけ作るのならばドリルチャックを緩めて刃物を付け替えれば良いのですが、数作るとなるとその作業が煩雑になって時間がかかってしまいますね。
外形なら1つのバイトでかなりの加工ができるので穴の加工は制限があるので手間がかかりますね。


 大谷選手はピッチャーとバッターの二刀流ですが、こっちだって数なら負けてないぜ
大谷選手はピッチャーとバッターの二刀流ですが、こっちだって数なら負けてないぜ
今日は6刀流だぜ


先日の本日の一品で紹介した製品の図面↑の右側の穴部分を作る際の行程です。

この穴側の加工でこれだけ必要でした。
段取りによっては、ドリル1本と穴ぐりバイト1本でやれないこともない。。。
 センタードリル(φ2)を深さ7.5mmくらい開けます。計算上深さ8mmなのでそのちょっと手前ね。
センタードリル(φ2)を深さ7.5mmくらい開けます。計算上深さ8mmなのでそのちょっと手前ね。 エンドミル(φ12)を深さ5mm入れて穴加工。
エンドミル(φ12)を深さ5mm入れて穴加工。エンドミルでも下穴があったほうが穴加工しやすいですね。
 ドリル(φ1)で穴加工。反対側が未加工なので深さ11mmほど入れておきます。
ドリル(φ1)で穴加工。反対側が未加工なので深さ11mmほど入れておきます。エンドミルとどちらが先でも構いませんね。センタードリルが残っているうちにやってしまえば。
 スターティングドリル(φ6)を深さ8.5mm入れて90度面を作ります。
スターティングドリル(φ6)を深さ8.5mm入れて90度面を作ります。センタードリルの役目を果たすので最初からこの工程でいいような気もします。ドリル径が1mmなのでセンタが振れにくいと考えてセンタードリルの工程を入れています。切削抵抗も減って面粗さも改善されるんじゃないかという期待も込めて。
 φ8のスターティングドリルで90度の面を広げます。90度の面はφ8なのでφ6のスターティングでは足りません。足りない分をφ8のスターティングドリルで補います。
φ8のスターティングドリルで90度の面を広げます。90度の面はφ8なのでφ6のスターティングでは足りません。足りない分をφ8のスターティングドリルで補います。だったら最初からφ8を使えばイイんじゃないかとなるのですが、ドリルの先端(中心)のチゼルという部分があってそこは90度にはならないのでなるべくチゼルの小さいものを使いたいということなのです。φ6だとチゼルは1mmほどのようです。
 φ12をバイトで繰り広げて許容差に加工します。
φ12をバイトで繰り広げて許容差に加工します。最後に面取りカッターで仕上れば出来上がりです。
1個だけ作るのならばドリルチャックを緩めて刃物を付け替えれば良いのですが、数作るとなるとその作業が煩雑になって時間がかかってしまいますね。
外形なら1つのバイトでかなりの加工ができるので穴の加工は制限があるので手間がかかりますね。

2016年06月28日
535 たまには、、、
CNC旋盤がご多忙なので、たまには汎用機で加工してみましょう。
以前はそうしてたんだから
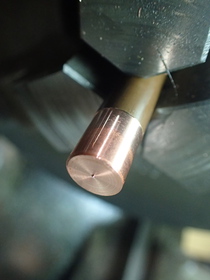
端面と外径を加工。
外径はM10のネジになるので10mmより0.2mm程度小さめに。
先端径2mmのセンタードリルを先端から6mmほど突っ込みます。
φ6の深さ4.3+90°のテーパ部の長さ2.5-直径1mm分の戻し0.5=6.3

センター穴が残っているうちに先に1mmの穴を開けておきます。
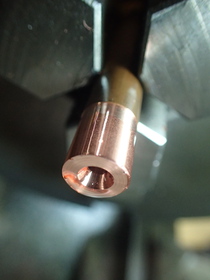
スターティングドリルで90°のテーパ面を加工します。
シャンク径も6mmで、先端のチゼル厚さも1mmなのでちょうど良い
穴部の面取り。

ネジ切り。
手を抜かずに?バイトでやってますよ。
反対側を加工します。
外周がネジなので治具に収めてチャッキング。
長さをそろえて、前出のスターティングドリルで穴部の90°を加工。
最後にフライスで2面加工でできあがり
やっぱり完成品の写真がない。。。
以前はそうしてたんだから


端面と外径を加工。
外径はM10のネジになるので10mmより0.2mm程度小さめに。

先端径2mmのセンタードリルを先端から6mmほど突っ込みます。
φ6の深さ4.3+90°のテーパ部の長さ2.5-直径1mm分の戻し0.5=6.3


センター穴が残っているうちに先に1mmの穴を開けておきます。

スターティングドリルで90°のテーパ面を加工します。
シャンク径も6mmで、先端のチゼル厚さも1mmなのでちょうど良い


穴部の面取り。

ネジ切り。
手を抜かずに?バイトでやってますよ。

反対側を加工します。
外周がネジなので治具に収めてチャッキング。
長さをそろえて、前出のスターティングドリルで穴部の90°を加工。
最後にフライスで2面加工でできあがり

やっぱり完成品の写真がない。。。
2015年04月30日
475 シンニング
また鋼球の穴加工がやってきました。
超硬ドリルを研ぎ直しながら加工しています。
今回は10個もあるので、シンニングがない方が工具寿命が長くて良いかなと思ってたんですが、刃先をよーく観察するとチゼルの部分に切り屑のような物がこびりついています。そこでシンニングを入れるとサクッと削れるようになりました。
以前にドリルの記事をいくつか書いていますが、シンニングについてはあまり触れていないようです。

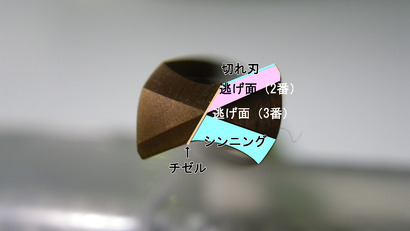
この写真のドリルの右側半分だけ見てください。
大きく分けて上側の横長の長方形、
その下側の三角形、
さらにその下のブーメラン形(上に反った弓形)、
の3面から構成されています。
一番上の四角形の上端が切れ刃になります。
2番目の三角形状が逃げ面、
3番目のブーメラン形状がシンニングと言うことになります。
シンニングはチゼル(ドリルの右と左の境目)部分を短くして切削抵抗を減らそうということです。
チゼルの部分は押しのけているので抵抗が大きく、シンニングすることで切削に近い状態にして抵抗を減らそうと言うことです。
ネットで検索するといろいろとでてきます。自分の記事も出てきてびっくり
その中で気に入ったのはこれ。
心厚部の切れ刃を形成する研磨のことです。
チゼル部分の心厚だけを少し落とし、負のすくい角として切れ刃を形成します。
シンニングを行うことで主に食い付き性が向上し切削抵抗を軽減できるため、穴あけ効率があがります。
シンニングするとなぜ抵抗が減るのか的なことを細かく書こうと思ってはいましたが、画像とか準備が足りないのでまた次回に。
縁が薄いのか中々書ききれませんね
今回はシンニングした方が切れ味よくなるし、5個くらいはいけるよと言う備忘録です
超硬ドリルを研ぎ直しながら加工しています。
今回は10個もあるので、シンニングがない方が工具寿命が長くて良いかなと思ってたんですが、刃先をよーく観察するとチゼルの部分に切り屑のような物がこびりついています。そこでシンニングを入れるとサクッと削れるようになりました。
以前にドリルの記事をいくつか書いていますが、シンニングについてはあまり触れていないようです。

この写真のドリルの右側半分だけ見てください。
大きく分けて上側の横長の長方形、
その下側の三角形、
さらにその下のブーメラン形(上に反った弓形)、
の3面から構成されています。
一番上の四角形の上端が切れ刃になります。
2番目の三角形状が逃げ面、
3番目のブーメラン形状がシンニングと言うことになります。
シンニングはチゼル(ドリルの右と左の境目)部分を短くして切削抵抗を減らそうということです。
チゼルの部分は押しのけているので抵抗が大きく、シンニングすることで切削に近い状態にして抵抗を減らそうと言うことです。
ネットで検索するといろいろとでてきます。自分の記事も出てきてびっくり
その中で気に入ったのはこれ。
心厚部の切れ刃を形成する研磨のことです。
チゼル部分の心厚だけを少し落とし、負のすくい角として切れ刃を形成します。
シンニングを行うことで主に食い付き性が向上し切削抵抗を軽減できるため、穴あけ効率があがります。
シンニングするとなぜ抵抗が減るのか的なことを細かく書こうと思ってはいましたが、画像とか準備が足りないのでまた次回に。
縁が薄いのか中々書ききれませんね

今回はシンニングした方が切れ味よくなるし、5個くらいはいけるよと言う備忘録です
2012年02月03日
288 チゼル
前回の記事の続編!?
はじめに前回の記事の訂正
前回の記事の写真にある「逃げ面(1番)」「逃げ面(2番)」は、それぞれ「逃げ面(2番)」「逃げ面(3番)」の間違いでした。
ここに再掲載して、お詫びすると共に訂正いたします。
なお、元記事のほうは、訂正いたしております。
ドリル、キリとも呼ぶこともありますね。
「ドリル穴」より「キリ穴」と呼ぶことが多いですね。地域(職場)性に因るのか
前回の話題 の「チゼル」についてのお話。
の「チゼル」についてのお話。
ココからの話、私の聞きかじった情報をつなぎ合わせているので、正確性は保障できません。
正しくない部分は、ご指導くだされば幸いです。

チゼルとは、ドリルの刃の中心部分のことを指しています。
写真 の●の部分をチゼルポイントと呼びます。
の●の部分をチゼルポイントと呼びます。
切れ刃をつないでいる部分で、切れているところではありません。
ノミのように削って(こすり取って)いるような状態になっています。
「チゼル」とは鑿(ノミ)という意味だそうです。

ドリルは、丸棒(円柱)に螺旋状の溝をつけた形状です。
ここではチゼルを考え易くするために1枚の平板を想像してください。
それをグリグリグリッと捻ってください。
ほら螺旋ができたでしょう。
最初の平板の板厚を心厚と呼びます。
上の写真の●の直径と言うことになりますね。

心厚は、先端から元にかけて徐々に厚くなっています。
写真の薄い黄色のイメージ。わかりやすいように極端に描いています。
 この黄色の斜めの線―左右の逃げ面の合わせ目の稜線―がチゼルとなります。
この黄色の斜めの線―左右の逃げ面の合わせ目の稜線―がチゼルとなります。
黄色線の長さがチゼル幅ということになります。
チゼル部はタガネで押し広げているような状態(塑性加工に近いのかも)なので、切削抵抗が高くなります。
刃の中心部分は周速が0になるので、なおさらです。
切削抵抗を減らすため、切れ刃状に成形して、チゼル幅を短くします。
 そのこと(部分)をシンニングと言います。
そのこと(部分)をシンニングと言います。
両側からシンニングを1/3ずつ行って1/3ほどチゼルを残すのが基本です。
チゼルを0に近づけると刃の寿命が短くなります。
シンニングの方法は色々とありますので次の機会にでも。
ボール盤でたくさん穴を開ける時は、チゼル0くらいにして加工してます。
工具寿命より楽チン加減が大事なのさ
はじめに前回の記事の訂正
前回の記事の写真にある「逃げ面(1番)」「逃げ面(2番)」は、それぞれ「逃げ面(2番)」「逃げ面(3番)」の間違いでした。

ここに再掲載して、お詫びすると共に訂正いたします。
なお、元記事のほうは、訂正いたしております。
ドリル、キリとも呼ぶこともありますね。
「ドリル穴」より「キリ穴」と呼ぶことが多いですね。地域(職場)性に因るのか

前回の話題
 の「チゼル」についてのお話。
の「チゼル」についてのお話。ココからの話、私の聞きかじった情報をつなぎ合わせているので、正確性は保障できません。

正しくない部分は、ご指導くだされば幸いです。

チゼルとは、ドリルの刃の中心部分のことを指しています。
写真
 の●の部分をチゼルポイントと呼びます。
の●の部分をチゼルポイントと呼びます。切れ刃をつないでいる部分で、切れているところではありません。
ノミのように削って(こすり取って)いるような状態になっています。
「チゼル」とは鑿(ノミ)という意味だそうです。

ドリルは、丸棒(円柱)に螺旋状の溝をつけた形状です。
ここではチゼルを考え易くするために1枚の平板を想像してください。
それをグリグリグリッと捻ってください。
ほら螺旋ができたでしょう。
最初の平板の板厚を心厚と呼びます。
上の写真の●の直径と言うことになりますね。

心厚は、先端から元にかけて徐々に厚くなっています。
写真の薄い黄色のイメージ。わかりやすいように極端に描いています。
 この黄色の斜めの線―左右の逃げ面の合わせ目の稜線―がチゼルとなります。
この黄色の斜めの線―左右の逃げ面の合わせ目の稜線―がチゼルとなります。黄色線の長さがチゼル幅ということになります。
チゼル部はタガネで押し広げているような状態(塑性加工に近いのかも)なので、切削抵抗が高くなります。
刃の中心部分は周速が0になるので、なおさらです。
切削抵抗を減らすため、切れ刃状に成形して、チゼル幅を短くします。
 そのこと(部分)をシンニングと言います。
そのこと(部分)をシンニングと言います。両側からシンニングを1/3ずつ行って1/3ほどチゼルを残すのが基本です。
チゼルを0に近づけると刃の寿命が短くなります。
シンニングの方法は色々とありますので次の機会にでも。
ボール盤でたくさん穴を開ける時は、チゼル0くらいにして加工してます。
工具寿命より楽チン加減が大事なのさ

タグ :ドリル
2012年01月30日
287 超硬ドリル
先日加工したのボールの硬さは、ビッカース硬さ800ということでした。
ロックウェル硬さ(cスケール)では64、ショア硬さで88相当ということになります。
ハイスの刃物くらいの硬さになります。
硬いはずです。
ということで、ハイスのドリルでは刃がたつはずもなく、超硬のドリルを使用しています。
それも回転を落として、送りもゆっくりにしているのですが、刃が折れてしまいます。
そうなるとそれを再研削して使用することになります。
この作業がやっかいなんです。
超硬なので青砥(GC砥石)で研磨します。
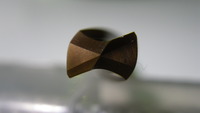
円錐上に逃げ面を研いで、シンニング(↓うすい青の部分)を施します。
*上記↑写真中の用語に誤りがありましたので修正いたしました(2012/2/1)
この作業をやっててわかったことは、超硬のチゼル部(↑オレンジの線)は厚いということです。
先より元のほうになるほどに厚さが増しています。これはハイスドリルでも同じかな。

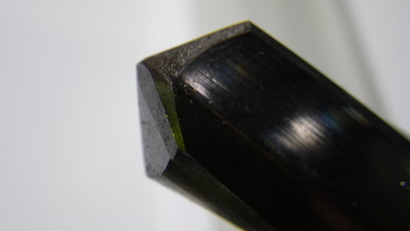
左がハイス、右が超硬です。
写りが悪くて見にくいですが、厚さの違いがわかりますかね。
折れまくった超硬ドリルを研ぎに研いで根元付近まで研いだヤツがこれ↓


うまく研げていないので恥ずかしい・・・
チゼルが厚くなるとシンニングが難しくなりますね。
12ミリのドリルの方を見てみると、刃先も加工してあります。
チャンファ(面取り)みたいなのが付いてますね。
刃先の強度を上げようということでしょうか・・・
新しいドリルはコーティングなので長持ちしてくれるといいな。。。
ドリルについては、後日詳しく書く予定です。
ロックウェル硬さ(cスケール)では64、ショア硬さで88相当ということになります。
ハイスの刃物くらいの硬さになります。
硬いはずです。

ということで、ハイスのドリルでは刃がたつはずもなく、超硬のドリルを使用しています。
それも回転を落として、送りもゆっくりにしているのですが、刃が折れてしまいます。
そうなるとそれを再研削して使用することになります。
この作業がやっかいなんです。
超硬なので青砥(GC砥石)で研磨します。
円錐上に逃げ面を研いで、シンニング(↓うすい青の部分)を施します。
*上記↑写真中の用語に誤りがありましたので修正いたしました(2012/2/1)
この作業をやっててわかったことは、超硬のチゼル部(↑オレンジの線)は厚いということです。
先より元のほうになるほどに厚さが増しています。これはハイスドリルでも同じかな。


左がハイス、右が超硬です。
写りが悪くて見にくいですが、厚さの違いがわかりますかね。
折れまくった超硬ドリルを研ぎに研いで根元付近まで研いだヤツがこれ↓


うまく研げていないので恥ずかしい・・・
チゼルが厚くなるとシンニングが難しくなりますね。
12ミリのドリルの方を見てみると、刃先も加工してあります。
チャンファ(面取り)みたいなのが付いてますね。
刃先の強度を上げようということでしょうか・・・

新しいドリルはコーティングなので長持ちしてくれるといいな。。。
ドリルについては、後日詳しく
書く予定です。

