2024年04月16日
955 パカッ!
前作で力を使ったので今回は控え目に
温水タンクが壊れてヒーターを取り替えようとしたが出てこないので、タンクを半分に切って中を見て故障原因を確かめたい。と言う依頼。

プラズマ切断機でカット

パカっ!

水道はミネラルたっぷりのようです

温水タンクが壊れてヒーターを取り替えようとしたが出てこないので、タンクを半分に切って中を見て故障原因を確かめたい。と言う依頼。

プラズマ切断機でカット

パカっ!

水道はミネラルたっぷりのようです

2024年01月17日
942 ろうづけ
ステンレスと銅をくっつけたいということでロウづけすることに。まずはジグにセット。

銅の穴からロウを流していきます。

フラックス塗って

TIG溶接機で加熱

ロウを流して終了

熱伝導が銅は早くてステンレスは遅い。と言うことでガスのトーチで炙っても両方がうまく暖まらないのでTIGを使ったらうまくいったそうです。

銅の穴からロウを流していきます。

フラックス塗って

TIG溶接機で加熱

ロウを流して終了

熱伝導が銅は早くてステンレスは遅い。と言うことでガスのトーチで炙っても両方がうまく暖まらないのでTIGを使ったらうまくいったそうです。
2022年09月07日
880 調子にのって
前回の続編
前回が思いのほかうまくいったのと失敗して悔しい気持ちで再挑戦。
100均で良さげな湯呑みやグラスを入手。

一度に3個作ります。
青いのはポリスチレンで作った湯口棒。セロファンテープと押しピンで留めています。小さな穴で良いのと長さの調整がやりやすい(簡単に切れる)のでこの選択となりました。結果的には使い物にならず、突き固める過程で取り除きました

1個だけうまく抜けませんでした。

こちらは湯呑みバージョン

上型下型共にうまく抜けました。


注湯
食器類が意外と高さがあって、型枠と同じ高さのもの(左)は、そのまま開放で流し込みました。





あとは磨けば光るはず
前回が思いのほかうまくいったのと失敗して悔しい気持ちで再挑戦。
100均で良さげな湯呑みやグラスを入手。

一度に3個作ります。
青いのはポリスチレンで作った湯口棒。セロファンテープと押しピンで留めています。小さな穴で良いのと長さの調整がやりやすい(簡単に切れる)のでこの選択となりました。結果的には使い物にならず、突き固める過程で取り除きました


1個だけうまく抜けませんでした。

こちらは湯呑みバージョン

上型下型共にうまく抜けました。


注湯
食器類が意外と高さがあって、型枠と同じ高さのもの(左)は、そのまま開放で流し込みました。





あとは磨けば光るはず
2022年09月01日
879 夏休みの宿題
夏の宿題に鋳造の課題が出てました。
夏の風物詩として風鈴を作ろう
模型が必要だなぁ。
旋盤で木型を削り出すとしてもどんな形にするかな・・・
お猪口とか湯呑み茶碗のような形だからそれを代用できるんじゃないかな。
いや、それなら食器でいいんじゃないか!?
昔からピューター(錫)の食器は使われているしなぁ。
自分で作った器で一杯やるのも悪くないな
鋳型の模型に良さそうな茶碗を実家からいただいてきました。

砂型の作成

下型?できた

続いて上型作り。抜いてみると

残念

2回ほど作り直してみましたが、うまく抜くことができません
ご飯?大盛りで

突き固めてオニギリ?の出来上がり。見た目は饅頭か

先ほどの崩れた上型を整えて、はじろ(粘土水)で接着

下型は、まぁできてる

茶碗を伏せた形で上(底)の方から注ぎたいので下型の真ん中に湯口を開けて、上下をひっくり返して注湯

できた

湯口やバリをグラインダーなんかを駆使して仕上げ

飲み口の部分はキレイに磨いて口当たりを良くして、本体は鋳肌の質感を楽しみます
試しにお茶を注いでみたら勢いよく漏れてました

かなりの大穴
やっぱり風鈴か
夏の風物詩として風鈴を作ろう

模型が必要だなぁ。
旋盤で木型を削り出すとしてもどんな形にするかな・・・
お猪口とか湯呑み茶碗のような形だからそれを代用できるんじゃないかな。
いや、それなら食器でいいんじゃないか!?
昔からピューター(錫)の食器は使われているしなぁ。
自分で作った器で一杯やるのも悪くないな

鋳型の模型に良さそうな茶碗を実家からいただいてきました。

砂型の作成

下型?できた

続いて上型作り。抜いてみると

残念


2回ほど作り直してみましたが、うまく抜くことができません
ご飯?大盛りで

突き固めてオニギリ?の出来上がり。見た目は饅頭か

先ほどの崩れた上型を整えて、はじろ(粘土水)で接着

下型は、まぁできてる

茶碗を伏せた形で上(底)の方から注ぎたいので下型の真ん中に湯口を開けて、上下をひっくり返して注湯

できた

湯口やバリをグラインダーなんかを駆使して仕上げ

飲み口の部分はキレイに磨いて口当たりを良くして、本体は鋳肌の質感を楽しみます
試しにお茶を注いでみたら勢いよく漏れてました


かなりの大穴

やっぱり風鈴か
2022年08月26日




2022年03月04日
853 プラズマ切断
9ミリ厚の鉄板をコンターマシンで切りたいと持ち込まれてきました。
それでもいいけれど、切断距離も長いしかなり大変ですよ。
異形なのでノコ盤に固定することができません。
そこで、
長らく使っていなかったプラズマ切断機を久しぶりに活用してみました。

コンプレッサーも一体となっているのでこれ1台で完結です。
その原理をざっくり説明すると、切断したい金属との間に雷のように火花(アーク放電)を飛ばして、その熱で金属を溶かして吹き飛ばして切断するという感じです。
ガス切断では、酸化反応熱なども利用していることから鉄(低炭素鋼)以外の切断は難しいのです。レーザー切断であれば、電気を通さない素材でも切断することができますね。それぞれにメリット・デメリットがあります。
プラズマは電気さえ流れれば切れるということで、非鉄素材(アルミ、銅など)も切ることができます。

2ミリ厚の黄銅板を切ってみました。
鉛筆で線を引くように簡単に切れました
続いて5ミリ厚のアルミ板


切り口はグチャグチャですね 設定や条件の問題なんでしょうね。
次に9ミリ厚の鉄板


ん〜〜今ひとつ・・・
電流値など条件を少し変えて本番!

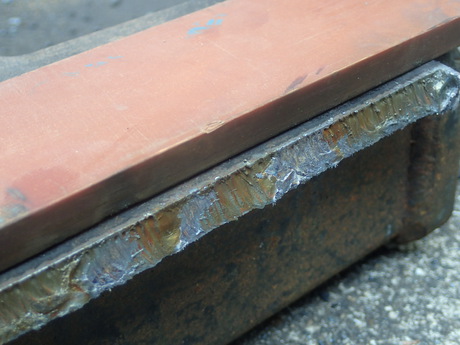
なかなかキレイ
この後、グラインダーで磨いて引き渡し。
ガス切断より手軽だし、熱影響も少なく多種の素材にも使えるので有効に利用できればと思います。
XY制御できるテーブルに載せれば自由形状も切断できる!?
それでもいいけれど、切断距離も長いしかなり大変ですよ。
異形なのでノコ盤に固定することができません。
そこで、
長らく使っていなかったプラズマ切断機を久しぶりに活用してみました。

コンプレッサーも一体となっているのでこれ1台で完結です。
その原理をざっくり説明すると、切断したい金属との間に雷のように火花(アーク放電)を飛ばして、その熱で金属を溶かして吹き飛ばして切断するという感じです。
ガス切断では、酸化反応熱なども利用していることから鉄(低炭素鋼)以外の切断は難しいのです。レーザー切断であれば、電気を通さない素材でも切断することができますね。それぞれにメリット・デメリットがあります。
プラズマは電気さえ流れれば切れるということで、非鉄素材(アルミ、銅など)も切ることができます。

2ミリ厚の黄銅板を切ってみました。
鉛筆で線を引くように簡単に切れました

続いて5ミリ厚のアルミ板


切り口はグチャグチャですね
設定や条件の問題なんでしょうね。次に9ミリ厚の鉄板


ん〜〜今ひとつ・・・
電流値など条件を少し変えて本番!


なかなかキレイ
この後、グラインダーで磨いて引き渡し。
ガス切断より手軽だし、熱影響も少なく多種の素材にも使えるので有効に利用できればと思います。
XY制御できるテーブルに載せれば自由形状も切断できる!?


