2012年12月27日
342 罰当たり
調子に乗ってこれもCNC機で加工してみました 

これはアルミで作ってみたサンプル。
円筒の1/4が切り欠かれています。
そこにガラス管をカットしたものを、はめ込んで中を見えるようにするそうです。
汎用機でも旋盤加工からフライス盤に割出盤を載せてやれば、そう難しい作業ではないでしょう。
では、順を追って
 まず、外径を旋削
まず、外径を旋削
 次に、端面穴、外周穴を加工
次に、端面穴、外周穴を加工
ホルダが少ないのでセンタドリル、各サイズドリルと付け替えが大変
その後、内径加工。この順でやるとドリル穴のカエリがなくなりますからね
 続いて溝部をエンドミルにて加工。
続いて溝部をエンドミルにて加工。
四角く回れれば良いのだが、やり方がわからずに4本の溝加工
 4本溝加工で波波になった端をまっすぐに加工。
4本溝加工で波波になった端をまっすぐに加工。
後の行程考えるとこの部分は省いても良さそうだが、底部にわずかに削り残しが出そうなので削っておく。
この状態では、まだ端部が放射状。
 溝の端部をまっすぐに加工。
溝の端部をまっすぐに加工。
この辺りの形状は、図面通りに再現させるのは難しい(無理)ので、できる限りそれらしいカタチにしたつもり。
ネジの逃げ部なので形状にはうるさくない。。。
 平面加工
平面加工
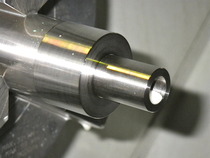
いよいよ開口部を加工。
ビビリ(振動)が出るんじゃないかと心配してたが、特に問題なし
右の写真は、別パターンのモノの片面終了した状態を正面から写したもの。


ガラス管が入る部分の溝の加工。
これでカタチは完成。


 最後に突っ切り落として終了。
最後に突っ切り落として終了。
このまま本当に落としてしまうと変形しそうなので、1ミリほど残してあとは手ノコでキコキコ
振り返えて、変形しないように軽くチャッキング。
突っ切り面を寸法で仕上げて出来上がり。


こう書けば、さくさくと進んだようですが、
対話プログラムで悩んで、
アルミで試作してみて、
穴位置とエンドミル加工の位置(C軸)がずれていたり、
溝幅が幅広になったり(工具補正値の修正ミス)、
なんだかんだと行きつ戻りつでようやく完成と言ったところでした
汎用機なら加工状態見ながら修正できるんですがね。
そっちのほうが時間的にもだいぶ早かったはず。。。
このシリーズで3種類(3品)あったということだし、
まぁ良い勉強になったと言うことで
これが今年最後の更新になります。
良い年をお迎えください


これはアルミで作ってみたサンプル。
円筒の1/4が切り欠かれています。
そこにガラス管をカットしたものを、はめ込んで中を見えるようにするそうです。
汎用機でも旋盤加工からフライス盤に割出盤を載せてやれば、そう難しい作業ではないでしょう。
では、順を追って
 まず、外径を旋削
まず、外径を旋削 次に、端面穴、外周穴を加工
次に、端面穴、外周穴を加工ホルダが少ないのでセンタドリル、各サイズドリルと付け替えが大変

その後、内径加工。この順でやるとドリル穴のカエリがなくなりますからね
 続いて溝部をエンドミルにて加工。
続いて溝部をエンドミルにて加工。四角く回れれば良いのだが、やり方がわからずに4本の溝加工

 4本溝加工で波波になった端をまっすぐに加工。
4本溝加工で波波になった端をまっすぐに加工。後の行程考えるとこの部分は省いても良さそうだが、底部にわずかに削り残しが出そうなので削っておく。
この状態では、まだ端部が放射状。
 溝の端部をまっすぐに加工。
溝の端部をまっすぐに加工。この辺りの形状は、図面通りに再現させるのは難しい(無理)ので、できる限りそれらしいカタチにしたつもり。
ネジの逃げ部なので形状にはうるさくない。。。
 平面加工
平面加工いよいよ開口部を加工。
ビビリ(振動)が出るんじゃないかと心配してたが、特に問題なし

右の写真は、別パターンのモノの片面終了した状態を正面から写したもの。


ガラス管が入る部分の溝の加工。
これでカタチは完成。


 最後に突っ切り落として終了。
最後に突っ切り落として終了。このまま本当に落としてしまうと変形しそうなので、1ミリほど残してあとは手ノコでキコキコ
振り返えて、変形しないように軽くチャッキング。
突っ切り面を寸法で仕上げて出来上がり。


こう書けば、さくさくと進んだようですが、
対話プログラムで悩んで、
アルミで試作してみて、
穴位置とエンドミル加工の位置(C軸)がずれていたり、
溝幅が幅広になったり(工具補正値の修正ミス)、
なんだかんだと行きつ戻りつでようやく完成と言ったところでした

汎用機なら加工状態見ながら修正できるんですがね。
そっちのほうが時間的にもだいぶ早かったはず。。。
このシリーズで3種類(3品)あったということだし、
まぁ良い勉強になったと言うことで
これが今年最後の更新になります。
良い年をお迎えください







Posted by iso at 18:00│Comments(0)
│NC


