2024年02月20日
947 悪あがき
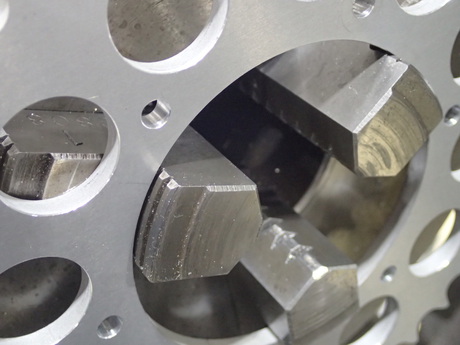
このスプロケットの刃先を細くなるように両側を15度(75度)くらいの面を取ってほしいとの依頼

パターン1
内張で保持

裏側をステッキで削る


流石にこれだとビビるし逃げるしでいただけない
パターン2
表側を片刃バイトで削る
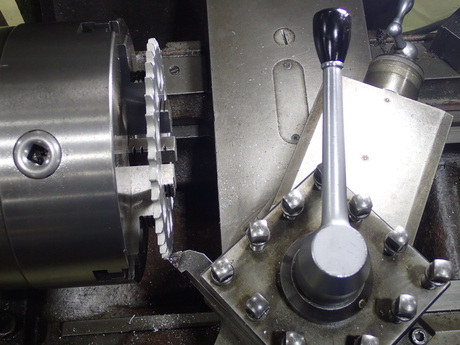

パターン1よりはマシ
別の問題発生

ハンドルが往復台と干渉して回せない
ハンドルを外そうとしたが固くて外れない
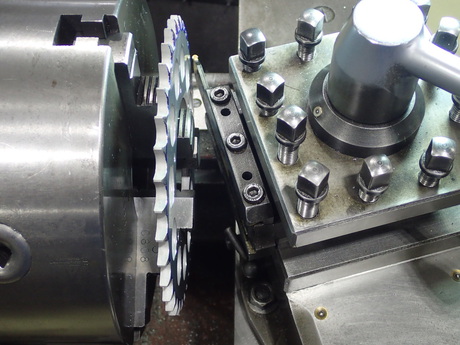
パターン3
ジグ(面板)に貼り付けて奥側を削る


遠くて刃物台の動く範囲を超えているのでバイト延ばして加工します。もちろん逆転です。
実はこの前に面板に付けずに内張でも試しはしました。
結果はわかっていましたが、悪あがきです。
そうなんです、わかってるんだったら最初からこれでやればよかったのです。
ジグ(面板)なし

ジグ(面板)あり

なんとなくそれっぽくなりました


パターン1
内張で保持


裏側をステッキで削る


流石にこれだとビビるし逃げるしでいただけない

パターン2
表側を片刃バイトで削る


パターン1よりはマシ
別の問題発生

ハンドルが往復台と干渉して回せない
ハンドルを外そうとしたが固くて外れない

パターン3
ジグ(面板)に貼り付けて奥側を削る


遠くて刃物台の動く範囲を超えているのでバイト延ばして加工します。もちろん逆転です。
実はこの前に面板に付けずに内張でも試しはしました。

結果はわかっていましたが、悪あがきです。
そうなんです、わかってるんだったら最初からこれでやればよかったのです。
ジグ(面板)なし

ジグ(面板)あり

なんとなくそれっぽくなりました


2024年02月13日
946 マイスター研修
毎年恒例となっているマイスターを招いての技術研修
今回はワイヤー放電加工機のマイスターに来ていただけることになりました。
ワイヤー放電加工は比較的新しく導入された機械で前任者もなく基礎的な導入講習の他は担当者の情報収集でまかなわれてきました。集まった情報を精査するのによい機会となりました。
まずはお話から

マイスターは金型や研削盤を製造している企業にお勤めで技術継承の研修は行なっているものの、今まで社外に講習にいったことはないとのこと。企業秘密もあるでしょうからね。大学ということで今回は認められたそうです。

サンプル品も見せていただきました。写真はNGということでした。
肉眼では確認できないほどの微細な加工です。1/1000ミリ単位の修正もあるそうです。
その後は実機を使っての講習
普段のやり方を見てもらいつつ、質疑しながら進めていきます。
時間的、コスト的な効率化を進めることができそうです。
技術情報だけでなく企業の取り組みなどを伺いつつ民間企業との違いも知ることができました。
今回の研修も有意義なものでした。
また来年度もマイスター研修を企画してみようと思います。
今回はワイヤー放電加工機のマイスターに来ていただけることになりました。
ワイヤー放電加工は比較的新しく導入された機械で前任者もなく基礎的な導入講習の他は担当者の情報収集でまかなわれてきました。集まった情報を精査するのによい機会となりました。
まずはお話から

マイスターは金型や研削盤を製造している企業にお勤めで技術継承の研修は行なっているものの、今まで社外に講習にいったことはないとのこと。企業秘密もあるでしょうからね。大学ということで今回は認められたそうです。

サンプル品も見せていただきました。写真はNGということでした。
肉眼では確認できないほどの微細な加工です。1/1000ミリ単位の修正もあるそうです。
その後は実機を使っての講習
普段のやり方を見てもらいつつ、質疑しながら進めていきます。
時間的、コスト的な効率化を進めることができそうです。

技術情報だけでなく企業の取り組みなどを伺いつつ民間企業との違いも知ることができました。
今回の研修も有意義なものでした。
また来年度もマイスター研修を企画してみようと思います。
2024年02月05日
945 複合技
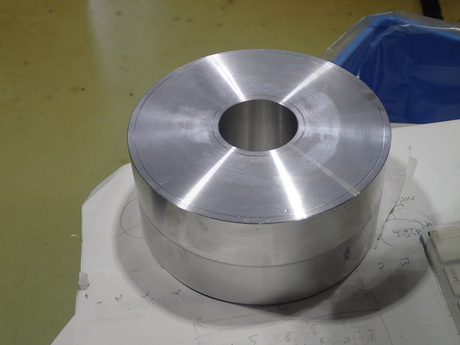
今回はコレを作ります。

油受けなので精度も要求されません。
内径加工が溝状で深さ61ミリなのが考えどころですね。

汎用旋盤で外形の加工。
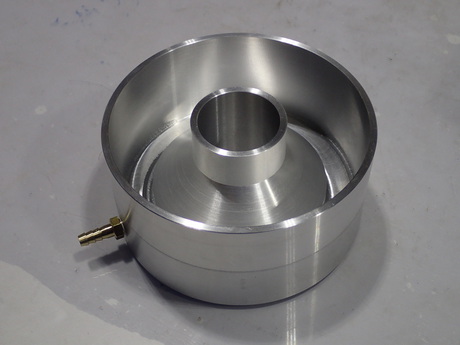
裏側はリング状に段付きがあります。

ここからはCNC複合機でエンドミルによる溝加工。
ロングのラフィングエンドミルがあったのでこいつで加工。

まず溝幅45mmで深さ25mmまで加工、
その後、溝幅19mmで深さ61mmまで加工。
底面は仕上げて、円周面は0.5mmの削り代をつけました。
この後、汎用旋盤で仕上げてもらいました。


油受けなので精度も要求されません。
内径加工が溝状で深さ61ミリなのが考えどころですね。

汎用旋盤で外形の加工。

裏側はリング状に段付きがあります。

ここからはCNC複合機でエンドミルによる溝加工。
ロングのラフィングエンドミルがあったのでこいつで加工。

まず溝幅45mmで深さ25mmまで加工、
その後、溝幅19mmで深さ61mmまで加工。
底面は仕上げて、円周面は0.5mmの削り代をつけました。
この後、汎用旋盤で仕上げてもらいました。


2024年02月02日
944 なんでも屋
これ (軽量ブロック)から
(軽量ブロック)から

これを切り出せと、、、

やりましょう。。。
高速切断機で

雨が降っているので屋内から外に向けてやってます

簡単に切れました。
ただ精度はでません

最後が欠けますね。
スライド丸ノコにダイヤモンドカッターを付けて切断

スライド丸ノコ結構使えます。

ミリ単位でバラついていますが、こんなので良いそうです。
 (軽量ブロック)から
(軽量ブロック)から
これ
を切り出せと、、、
やりましょう。。。
高速切断機で

雨が降っているので屋内から外に向けてやってます

簡単に切れました。
ただ精度はでません


最後が欠けますね。
スライド丸ノコにダイヤモンドカッターを付けて切断

スライド丸ノコ結構使えます。

ミリ単位でバラついていますが、こんなので良いそうです。


