2022年05月31日
863 過去の思ひ出
一度リズムが乱れるとなかなか復活できないもので、、、
その間にも多くの方に訪れていただいており恐縮です。
前回の投稿は月頭、そして今回が月末という体たらく 猛省します。
猛省します。

細かな寸法などは変更されていますが、過去に作ったものの再製作。
以前の記事を探してみると4年前。
一度やっているので同じような工程で進んでいきます。
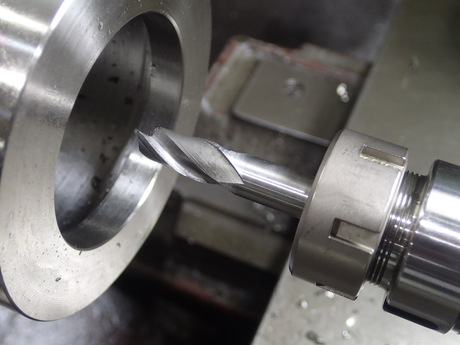
まずは外径→内径荒削り

中の形状は微妙に違うながらも似通ったもの


以前と出来栄えは大して変わらず、良くなった部分もあれば、一歩後退の部分もあったり。なんで後退するんだろう?同じようにやれば同じようにできるはず⁉︎
過去記事を読み返しても、さっぱり理解不能な文章だったり
入口が大きいことを良いことに色んなものを突っ込んでみたり、
昔のバイト取っておいて良かったり

その間にも多くの方に訪れていただいており恐縮です。
前回の投稿は月頭、そして今回が月末という体たらく
 猛省します。
猛省します。
細かな寸法などは変更されていますが、過去に作ったものの再製作。
以前の記事を探してみると4年前。
一度やっているので同じような工程で進んでいきます。
まずは外径→内径荒削り

中の形状は微妙に違うながらも似通ったもの


以前と出来栄えは大して変わらず、良くなった部分もあれば、一歩後退の部分もあったり。なんで後退するんだろう?同じようにやれば同じようにできるはず⁉︎
過去記事を読み返しても、さっぱり理解不能な文章だったり
入口が大きいことを良いことに色んなものを突っ込んでみたり、

昔のバイト取っておいて良かったり

2018年06月14日
654 また壺
毎度出てくるこの形。毎回ビミョーに違う

外径は直径で2ミリ残して荒削り

内径はドリルで18→34→50の加工済み
超硬バイトで内径58まで荒削り。
さらにハイスのバイトで繰り広げ。段差は9ミリ
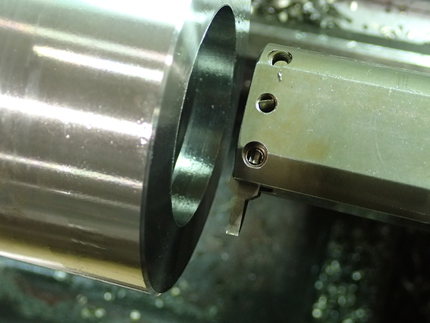
内径荒削り完了

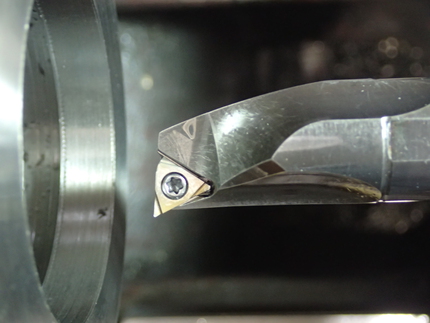
奥の45度のテーパ面削り。
ビビって表面が仕上がらない

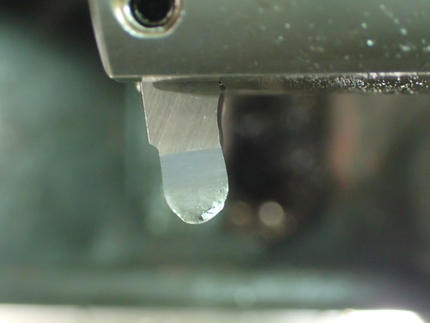
次のバイト候補たち
左は太くて最奥部の18ミリまで入らない。
右は細くてビビる。
真ん中のヤツはシャンクは太いけど先端が細くなっているので18ミリをクリアできた。
最奥部の20はドリルで勘弁してもらう。
その最奥部の20と45度のテーパ面をRでつなぐ。

総型のRバイトで変に傷つく方が嫌なのでそれっぽく加工
どこ削っているか全く見えないし、加工後に覗き込んでもどこがどうなのか判断できない
バイトに残る痕跡でこの辺だろうなという事でことを済ませる

内径仕上げ
総型のRバイトで仕上げます。バイトの取り付け角度を変えて右側と左側を加工。
とりあえず内径完成

端面を仕上げ。
外径を芯が見られるように捨て削り。外径1ミリ残し。
トンボ(振り替え)して全長決めて細い方の外径仕上げ。45度のテーパ面を加工。その間のRを総型バイトでつなぐ。
太い方の外径を捨て削り。

トンボ(振り替え)して外径を仕上げてようやく完成。

内径加工はもっと良い方法があるはず。
特に奥の45度のテーパ面。
誰か教えて〜
あ、工作セミナーで課題解決型演習あるなら課題で出してみよう。。。


外径は直径で2ミリ残して荒削り

内径はドリルで18→34→50の加工済み
超硬バイトで内径58まで荒削り。
さらにハイスのバイトで繰り広げ。段差は9ミリ

内径荒削り完了


奥の45度のテーパ面削り。
ビビって表面が仕上がらない

次のバイト候補たち
左は太くて最奥部の18ミリまで入らない。
右は細くてビビる。
真ん中のヤツはシャンクは太いけど先端が細くなっているので18ミリをクリアできた。

最奥部の20はドリルで勘弁してもらう。
その最奥部の20と45度のテーパ面をRでつなぐ。

総型のRバイトで変に傷つく方が嫌なのでそれっぽく加工

どこ削っているか全く見えないし、加工後に覗き込んでもどこがどうなのか判断できない
バイトに残る痕跡でこの辺だろうなという事でことを済ませる


内径仕上げ
総型のRバイトで仕上げます。バイトの取り付け角度を変えて右側と左側を加工。

とりあえず内径完成

端面を仕上げ。
外径を芯が見られるように捨て削り。外径1ミリ残し。
トンボ(振り替え)して全長決めて細い方の外径仕上げ。45度のテーパ面を加工。その間のRを総型バイトでつなぐ。
太い方の外径を捨て削り。

トンボ(振り替え)して外径を仕上げてようやく完成。

内径加工はもっと良い方法があるはず。
特に奥の45度のテーパ面。
誰か教えて〜
あ、工作セミナーで課題解決型演習あるなら課題で出してみよう。。。

2018年05月01日
646 思う壺
今回はコレ↓

一見、大したことなさそう。
穴奥のR加工が面倒かな。。。
4つ爪でガッチリ掴んで外形の荒削りとドリルで下穴加工。

反対側の細い方の外形の荒削りを終わらせて、穴の加工。

刃物代を45度振って、45mm真っ直ぐ送って、そこから斜めに削ります。
一番奥の底面が中心付近が仕上がらなくて四苦八苦

ここをキレイに削るには10mmを加工できるバイトを使わないといけませんが、そんな細いバイトをここまで伸ばして使うとビビって難しい。
今考えると、その径のバイトで切刃角のついたものがあったので、それを使えば時間が少しかかっても行けたはず。
45度斜面の立ち上がり部分のR5を総型バイトで削ろうとごっついバイトで加工していたら、、、
動いた 品物が・・・
品物が・・・
ビビらないように、ごっついバイトを使っていたのが、アダとなって傷だらけ

手前のはゴミです。
削り代が残っていたので、なんとか誤魔化しました

振り替えて細い方を仕上げてなんとか完成



一見、大したことなさそう。
穴奥のR加工が面倒かな。。。
4つ爪でガッチリ掴んで外形の荒削りとドリルで下穴加工。

反対側の細い方の外形の荒削りを終わらせて、穴の加工。

刃物代を45度振って、45mm真っ直ぐ送って、そこから斜めに削ります。
一番奥の底面が中心付近が仕上がらなくて四苦八苦

ここをキレイに削るには10mmを加工できるバイトを使わないといけませんが、そんな細いバイトをここまで伸ばして使うとビビって難しい。
今考えると、その径のバイトで切刃角のついたものがあったので、それを使えば時間が少しかかっても行けたはず。
45度斜面の立ち上がり部分のR5を総型バイトで削ろうとごっついバイトで加工していたら、、、
動いた
 品物が・・・
品物が・・・ビビらないように、ごっついバイトを使っていたのが、アダとなって傷だらけ


手前のはゴミです。
削り代が残っていたので、なんとか誤魔化しました

振り替えて細い方を仕上げてなんとか完成



2017年07月19日
600 壺
キリ番ですね
ということで長編でお届けします
今回はコレ。SUS304です。

外見からはなんてことないように見えます。
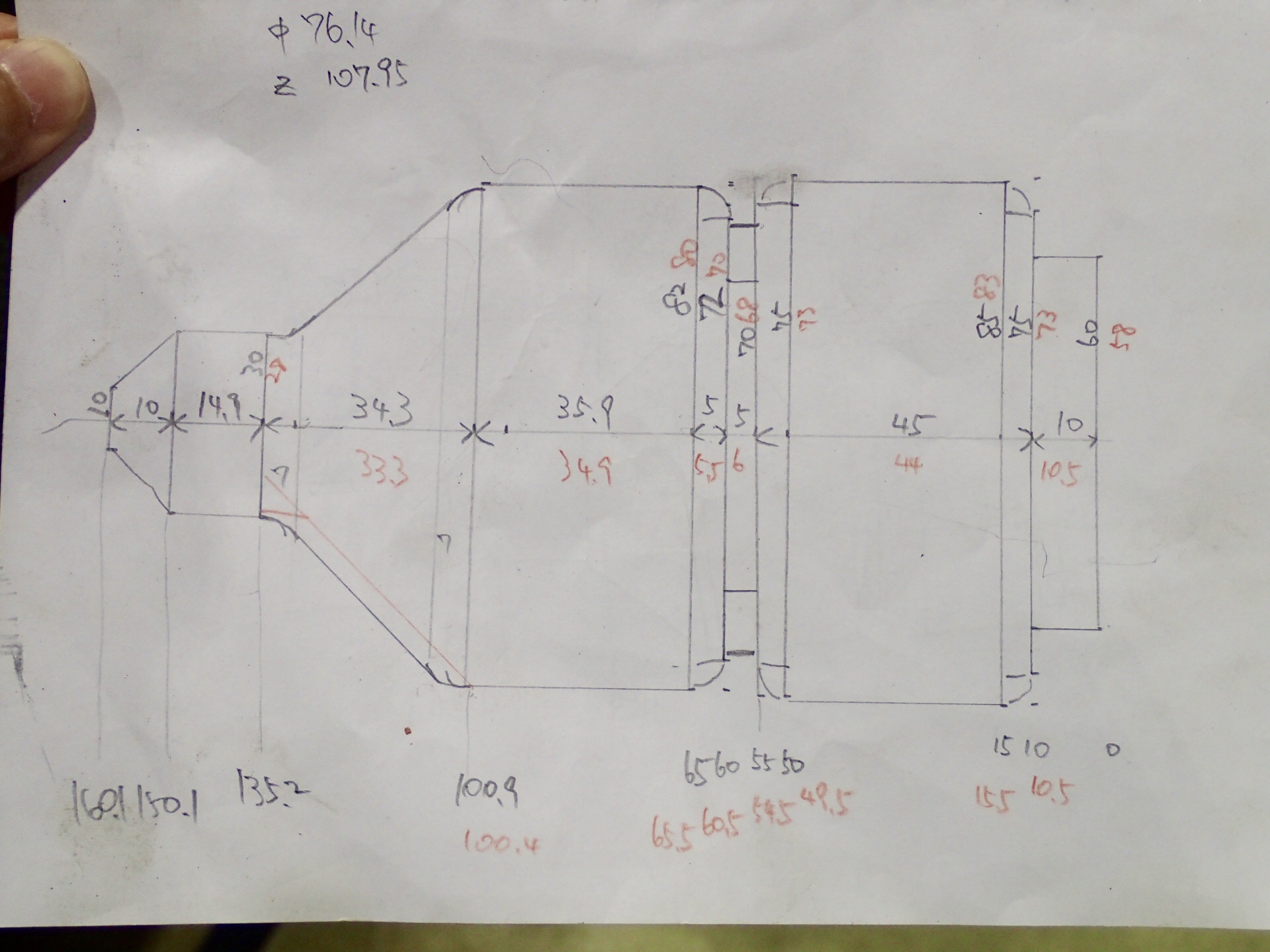
中(内側)がややこしいんですよ


写真じゃよくわかりませんね。

手書きの内面図です。クリックすると大きな画像になります。
隅部はR5(テーパ部R10)が付いています。
赤字は荒削りの寸法を書いています。
まずは外径から。
細い方を荒削り
トンボ(ひっくり返し)太い部分をがっちりチャッキング。
長さ荒削り→内径荒加工(50キリ→φ58までバイトで繰り広げ)
トンボ(ひっくり返し)
テーパ面加工(R部残し)→細い方を中仕上げ→太い方の捨て削り(芯出しのため)↓加工後の状態

トンボ(ひっくり返し)細い部分をチャッキング、芯出し。
太い外径の仕上げ削り
トンボ(ひっくり返し)太い部分をチャッキング、芯出し。
細い外径の仕上げ→テーパ面の仕上げ→Rの加工

CNC旋盤でいきたいところですが多忙につき汎用機です
いよいよ内径加工。
荒削りから。

入り口φ60で穴底φ85なので12.5mmの段差がありますからその分突き出したバイトを使用します。入り口が大きい(φ60)のでゴッツいシャンクを突っ込めるので楽は楽です。CNCだったらどんなバイト使うんでしょうか?そんなに突き出たバイトあるのかな。。。
このバイトで先ほどの図面の赤数字の寸法で削っていきます。長さ方向に0.5mm、径方向に1mm取り代つけています。隅のR部とテーパ部は残しておきます。
テーパ部の荒削りは超硬のスロウアウェイバイトで。
突き出しが足りないので傾けて取り付けて稼いでいます。

中仕上げ。
先ほどのハイスのバイトに戻って、長さ方向、径方向共に0.1mm残して削っていきます。隅のR部も1mm刻みの階段状に削っておきます。
仕上げ。
Rバイトに替えて仕上げていきます。
まずは手前側から。R部を荒削りして、端面、内径を寸法に仕上げます。
続いて奥側。手前側と同様に削っていきます。内径は適当につないで削ります。

テーパ部の仕上げ。
R10のバイトに変えて立ち上がりの隅のRを作っていきます。
その時に少しだけテーパ面まで削っておきます。

超硬のスローアウエイに替えてテーパ部を仕上げていきます。
R加工の時に削っておいたテーパ面とつながるように削っていきます。
見えないので目盛りと音が頼りです。

テーパの小端側の角のRの加工です。
総型バイトを作って削っていきます。
テーパ面、内径面に変な傷をつけたくないのでバイトの角が当たらないような形状に整形しています。
バイトは細くなるし、当たり面(切削刃長)が長くなるのでビビりが心配です。
角がなくなって丸くなっていれば良い程度なので控えめに削って良しとします。
これでなんとか完成です。
内は測れないし、見えないので、それなりにできていればわかりません
今回は中に何かが入るわけでもなく、それなりの形状ができていれば良いということだったので良しにしましょう
でも、どんな風に出来上がっているかは確認したいので、マイクロスコープみたいなデジカメが欲しいですね。歯医者さんが使っているやついいんですよね。

ということで長編でお届けします
今回はコレ。SUS304です。

外見からはなんてことないように見えます。
中(内側)がややこしいんですよ


写真じゃよくわかりませんね。
手書きの内面図です。クリックすると大きな画像になります。
隅部はR5(テーパ部R10)が付いています。
赤字は荒削りの寸法を書いています。
まずは外径から。
細い方を荒削り
トンボ(ひっくり返し)太い部分をがっちりチャッキング。
長さ荒削り→内径荒加工(50キリ→φ58までバイトで繰り広げ)
トンボ(ひっくり返し)
テーパ面加工(R部残し)→細い方を中仕上げ→太い方の捨て削り(芯出しのため)↓加工後の状態

トンボ(ひっくり返し)細い部分をチャッキング、芯出し。
太い外径の仕上げ削り
トンボ(ひっくり返し)太い部分をチャッキング、芯出し。
細い外径の仕上げ→テーパ面の仕上げ→Rの加工

CNC旋盤でいきたいところですが多忙につき汎用機です
いよいよ内径加工。
荒削りから。

入り口φ60で穴底φ85なので12.5mmの段差がありますからその分突き出したバイトを使用します。入り口が大きい(φ60)のでゴッツいシャンクを突っ込めるので楽は楽です。CNCだったらどんなバイト使うんでしょうか?そんなに突き出たバイトあるのかな。。。
このバイトで先ほどの図面の赤数字の寸法で削っていきます。長さ方向に0.5mm、径方向に1mm取り代つけています。隅のR部とテーパ部は残しておきます。
テーパ部の荒削りは超硬のスロウアウェイバイトで。
突き出しが足りないので傾けて取り付けて稼いでいます。

中仕上げ。
先ほどのハイスのバイトに戻って、長さ方向、径方向共に0.1mm残して削っていきます。隅のR部も1mm刻みの階段状に削っておきます。
仕上げ。
Rバイトに替えて仕上げていきます。
まずは手前側から。R部を荒削りして、端面、内径を寸法に仕上げます。
続いて奥側。手前側と同様に削っていきます。内径は適当につないで削ります。

テーパ部の仕上げ。
R10のバイトに変えて立ち上がりの隅のRを作っていきます。
その時に少しだけテーパ面まで削っておきます。

超硬のスローアウエイに替えてテーパ部を仕上げていきます。
R加工の時に削っておいたテーパ面とつながるように削っていきます。
見えないので目盛りと音が頼りです。

テーパの小端側の角のRの加工です。
総型バイトを作って削っていきます。
テーパ面、内径面に変な傷をつけたくないのでバイトの角が当たらないような形状に整形しています。
バイトは細くなるし、当たり面(切削刃長)が長くなるのでビビりが心配です。
角がなくなって丸くなっていれば良い程度なので控えめに削って良しとします。
これでなんとか完成です。
内は測れないし、見えないので、それなりにできていればわかりません
今回は中に何かが入るわけでもなく、それなりの形状ができていれば良いということだったので良しにしましょう
でも、どんな風に出来上がっているかは確認したいので、マイクロスコープみたいなデジカメが欲しいですね。歯医者さんが使っているやついいんですよね。


