2014年02月10日
405 検定か!?
なんだか4つ爪仕事が続きます。。。
この形からスタート

丸くします。

偏芯させて、Oリング溝を入れます。

対角に位置をずらして、Oリング溝を加工
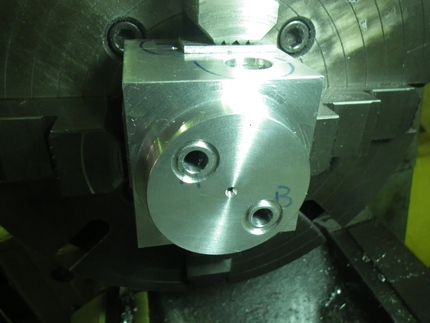
1面で3回芯だし作業が必要になります。
精度は問われないけれど、手間はかかりますね。
反対面も同様に加工。
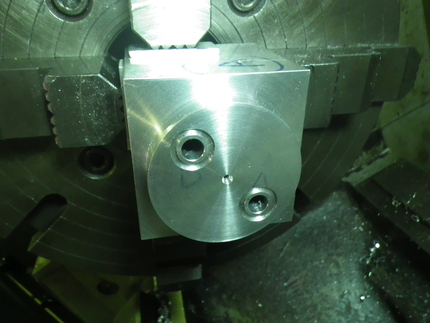
同じような写真ですが裏面です。
これで計6回の芯だし作業です。
側面にも穴加工

位置をずらしてもう1穴
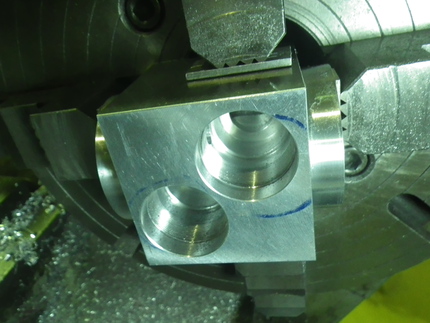
段付き穴とネジが加工されています。
穴底では側面からの穴とつながります。
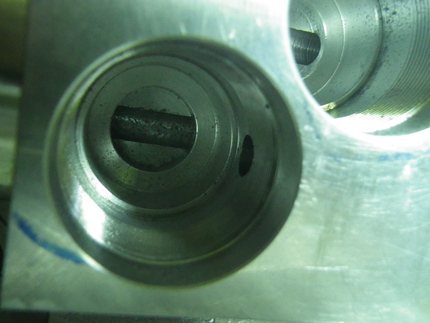
芯だしも上達したはず・・・

この形からスタート

丸くします。

偏芯させて、Oリング溝を入れます。

対角に位置をずらして、Oリング溝を加工

1面で3回芯だし作業が必要になります。
精度は問われないけれど、手間はかかりますね。
反対面も同様に加工。

同じような写真ですが裏面です。
これで計6回の芯だし作業です。

側面にも穴加工

位置をずらしてもう1穴

段付き穴とネジが加工されています。
穴底では側面からの穴とつながります。

芯だしも上達したはず・・・







Posted by iso at 18:00│Comments(2)
│旋盤
この記事へのコメント
こんばんは、はじめまして。
楽しく、興味深く、拝見しました。
小さな鉄工所でフライスやってます。
素朴な疑問ですが、こういう加工はフライスでやったほうが
早いんじゃぁないでしょうか?
わたしの職場でも旋盤工が六面体を4ッ爪に掴んで、
よく削ってますが(金型部品です)、上型と下型を2つ
いっぺんに掴んで、合わせ目を成形する場合に限られます。
この記事なんかの場合、「おいフライス、これやっといてよ」
で終わりです。。記事を読むと「芯出し、大変だろな」と
思いましたので。フライスだと(特にNCフライスだと)、割と
簡単にできてしまう加工ですので(写真見た限りでは)。
どうなんでしょうか?
楽しく、興味深く、拝見しました。
小さな鉄工所でフライスやってます。
素朴な疑問ですが、こういう加工はフライスでやったほうが
早いんじゃぁないでしょうか?
わたしの職場でも旋盤工が六面体を4ッ爪に掴んで、
よく削ってますが(金型部品です)、上型と下型を2つ
いっぺんに掴んで、合わせ目を成形する場合に限られます。
この記事なんかの場合、「おいフライス、これやっといてよ」
で終わりです。。記事を読むと「芯出し、大変だろな」と
思いましたので。フライスだと(特にNCフライスだと)、割と
簡単にできてしまう加工ですので(写真見た限りでは)。
どうなんでしょうか?
Posted by ぽりんちょ at 2014年02月18日 23:17
ぽりんちょ さま > コメントありがとうございます。
ご指摘の通りフライスでの加工の方が早いのでしょうね。
このときフライス作業が詰まっていて機械が空いてなかったと言うのもあります。
取り付けてしまえば穴加工自体は旋盤の方が得意ですから。
汎用機での外丸加工やリング溝加工は厄介ですから。
そう、NCフライスがないんです。。。
今後ともよろしくお願いします。
ご指摘の通りフライスでの加工の方が早いのでしょうね。
このときフライス作業が詰まっていて機械が空いてなかったと言うのもあります。
取り付けてしまえば穴加工自体は旋盤の方が得意ですから。
汎用機での外丸加工やリング溝加工は厄介ですから。
そう、NCフライスがないんです。。。
今後ともよろしくお願いします。
Posted by iso at 2014年02月19日 18:06
at 2014年02月19日 18:06
 at 2014年02月19日 18:06
at 2014年02月19日 18:06

