2013年01月21日
345 アナログ
卒業研究も大詰めとなり、製作依頼も殺到しております。。。
金属の切削加工では切削速度という、刃物と加工物の相対速度が重要です。
速度が速いほど時間が短く加工できるわけですが、その分、刃物の寿命が短くなってしまいます。
その適正な速度というのは、刃物の材質と加工物の材質によって決まってきます。
炭素鋼(鉄)を超硬合金の刃物で加工する時は、100〜150m/min程度になります。
旋盤であれば加工する部分の周速、フライスであれば刃物の周速と言うことになります。
計算式は、このブログのタイトルです
V:切削速度(m/min)
π:円周率
D:直径(mm)
N:回転数(rpm)
小数点以下まで細かく計算する必要はありませんが、頭の回転が悪いので、ちょっと考えないといけませんね。
電卓叩くほどでもないですし、、、
まぁ、計算しなくてもだいたいコレくらいというのはわかるんですが。。。
そんな時に便利なのがコレ

計算尺です!
真ん中の部分をスライドさせて加工条件を合わせればすぐにわかります


上から、被削材外径、回転数(rpm)、切削速度(m/min)、となっています。
真ん中の青矢印に外径を合わせます。
この例では、
外径100mmで、切削速度100m/minにするには、回転数320rpmにすればよいということです。
回転数が200rpmなら、切削速度が65m/min程度だとわかります。
こういうふうに切削速度からでも、回転数からでも調べられるのがアナログの良いところじゃないでしょうか。
どの辺りで回転数を切り替えるか、考えやすくなります。

金属の切削加工では切削速度という、刃物と加工物の相対速度が重要です。
速度が速いほど時間が短く加工できるわけですが、その分、刃物の寿命が短くなってしまいます。
その適正な速度というのは、刃物の材質と加工物の材質によって決まってきます。
炭素鋼(鉄)を超硬合金の刃物で加工する時は、100〜150m/min程度になります。
旋盤であれば加工する部分の周速、フライスであれば刃物の周速と言うことになります。
計算式は、このブログのタイトルです

V:切削速度(m/min)
π:円周率
D:直径(mm)
N:回転数(rpm)
小数点以下まで細かく計算する必要はありませんが、頭の回転が悪いので、ちょっと考えないといけませんね。
電卓叩くほどでもないですし、、、
まぁ、計算しなくてもだいたいコレくらいというのはわかるんですが。。。
そんな時に便利なのがコレ


計算尺です!
真ん中の部分をスライドさせて加工条件を合わせればすぐにわかります



上から、被削材外径、回転数(rpm)、切削速度(m/min)、となっています。
真ん中の青矢印に外径を合わせます。
この例では、
外径100mmで、切削速度100m/minにするには、回転数320rpmにすればよいということです。
回転数が200rpmなら、切削速度が65m/min程度だとわかります。
こういうふうに切削速度からでも、回転数からでも調べられるのがアナログの良いところじゃないでしょうか。
どの辺りで回転数を切り替えるか、考えやすくなります。
リクエスト?にお応えして、裏側をお見せします。

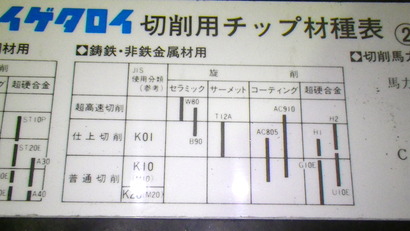

材種表と切削馬力についての表記になっています。
期待するほど面白くなかったですね。







Posted by iso at 18:00│Comments(2)
│工場内
この記事へのコメント
裏側ガ見タイ
Posted by たこ丸 at 2013年01月22日 23:39
たこ丸 さま>コメントありがとうございます。
お待たせしました。リクエストにお応えして裏側をお見せします!!
お待たせしました。リクエストにお応えして裏側をお見せします!!
Posted by iso at 2013年01月31日 17:20
at 2013年01月31日 17:20
 at 2013年01月31日 17:20
at 2013年01月31日 17:20

