2023年06月29日
922 逆転の発想
強大な黄銅(φ200)からリング(φ180x170)を作ります。精度は必要ありません。

中を全部削り落とすのはもったいないので、溝を入れて突っ切る作戦です。

幅が30ミリなので溝幅を広げながら徐々に加工していきます。
リングの内側に適当な?溝が欲しいと言うことで突っ切り落とす前に加工しておきます。


外形削って、突っ切っていっちょ上がり!

実は2個欲しいと言うこと
同じ段取りだとシャンク部分が邪魔でもっと削り込まないといけない

ハイスのバイトを作ってみたものの

この幅(8ミリ弱)では難しそう

幅を細くするには手間がかかる
このバイトでも反対側なら削れるよね

でも、ここまでは刃物台が動かない
ん
こっち側で裏返せば良いんじゃない


と言うことで、早速取り付けてチャレンジ!

逃げが逆なので、削れそうなら修正しよう

逆転・逆送りで加工

違和感はあるけど行けますね
逃げも修正して奥まで突っ込みます。

内側の溝は後から加工することにして、外径を加工して突っ切り
ノギスとかで寸法が測れないので目盛りが頼りです。

寸法的には一般公差範囲内?
表面が汚い。反対側の内径が1ミリも違う??

どうやら逃げ面が当たって曲がって入っていたようです。

逃げ面にポツンとこすれた形跡が残っています。
それで表面も仕上がってないんだな。
もっと早いタイミングで気がつく機会はあったはず。深く入れることに気を取られて注意力不足ですね。
反対面と内溝はアンコ入れて生爪で保持して加工しました。
もう少し早くこの段取りに気が付けば効率的だったね。。。

中を全部削り落とすのはもったいないので、溝を入れて突っ切る作戦です。

幅が30ミリなので溝幅を広げながら徐々に加工していきます。
リングの内側に適当な?溝が欲しいと言うことで突っ切り落とす前に加工しておきます。


外形削って、突っ切っていっちょ上がり!

実は2個欲しいと言うこと
同じ段取りだとシャンク部分が邪魔でもっと削り込まないといけない


ハイスのバイトを作ってみたものの

この幅(8ミリ弱)では難しそう

幅を細くするには手間がかかる
このバイトでも反対側なら削れるよね

でも、ここまでは刃物台が動かない
ん

こっち側で裏返せば良いんじゃない



と言うことで、早速取り付けてチャレンジ!

逃げが逆なので、削れそうなら修正しよう

逆転・逆送りで加工

違和感はあるけど行けますね

逃げも修正して奥まで突っ込みます。

内側の溝は後から加工することにして、外径を加工して突っ切り
ノギスとかで寸法が測れないので目盛りが頼りです。

寸法的には一般公差範囲内?
表面が汚い。反対側の内径が1ミリも違う??

どうやら逃げ面が当たって曲がって入っていたようです。

逃げ面にポツンとこすれた形跡が残っています。
それで表面も仕上がってないんだな。
もっと早いタイミングで気がつく機会はあったはず。深く入れることに気を取られて注意力不足ですね。
反対面と内溝はアンコ入れて生爪で保持して加工しました。
もう少し早くこの段取りに気が付けば効率的だったね。。。
2023年06月23日
922 振れどめ
建設系の学科に留学しているサダム君がいつも加工をしてくれるお礼ということでパキスタン?料理を差し入れしてくれました。

同じく建築系の学科からの加工依頼です。

6ミリの丸鋼にM6のネジを加工します。
素材はチタンですがハイスでも問題なく削れます。
長さが130ミリと超長いので、たわんで中程がかなり太くなっています。

何度か加工を重ねますが、そのくらいでは無理なんです。
移動振れどめが必要だよね。
この細さだと振れどめもかからないよね。
と言うことで撮影していた私が横から手を出して”人間振れどめ”登場です。
油筆の竹の柄をグイッと押し当てています。
竹のしなりで一定の押し付け力になるよね

最終的にはダイスで仕上げるのですが、取り代が多いとダイスが曲がりやすくなるので、できるだけネジ切りバイトで下ごしらえしておくのが肝要です。

同じく建築系の学科からの加工依頼です。

6ミリの丸鋼にM6のネジを加工します。
素材はチタンですがハイスでも問題なく削れます。
長さが130ミリと超長いので、たわんで中程がかなり太くなっています。

何度か加工を重ねますが、そのくらいでは無理なんです。
移動振れどめが必要だよね。
この細さだと振れどめもかからないよね。
と言うことで撮影していた私が横から手を出して”人間振れどめ”登場です。
油筆の竹の柄をグイッと押し当てています。
竹のしなりで一定の押し付け力になるよね


最終的にはダイスで仕上げるのですが、取り代が多いとダイスが曲がりやすくなるので、できるだけネジ切りバイトで下ごしらえしておくのが肝要です。
2023年06月19日
921 先端90度
外径6.05ミリ、全長6ミリ、先端角90度、ポリカーボネイトで10個程作ります。ここまではCNC旋盤で加工しました。

全長を決めるのに端面を削ります。
直線部分が少なく安定した保持ができないので、振れなく同じ位置に保持できるように治具を作りました。

加工側は、中心を3ミリのドリルで穴を開けて、内径6ミリを1ミリほどの深さから45度にしています。

スターティングドリルの6ミリがあったので簡単に加工できました。

治具の裏側は肉厚が2ミリ程度になるように大きなドリルで繰り広げています。

コレットチャック を介して3つ爪でチャッキング(保持)
CNC旋盤だと締め付け力が強すぎて品物が変形しそうなので汎用機で加工します。

面取りも兼ねて剣バイトで加工します。

できあがり!


全長を決めるのに端面を削ります。
直線部分が少なく安定した保持ができないので、振れなく同じ位置に保持できるように治具を作りました。

加工側は、中心を3ミリのドリルで穴を開けて、内径6ミリを1ミリほどの深さから45度にしています。

スターティングドリルの6ミリがあったので簡単に加工できました。

治具の裏側は肉厚が2ミリ程度になるように大きなドリルで繰り広げています。

コレットチャック を介して3つ爪でチャッキング(保持)
CNC旋盤だと締め付け力が強すぎて品物が変形しそうなので汎用機で加工します。

面取りも兼ねて剣バイトで加工します。

できあがり!

2023年06月13日
920 石を穿つ
石に穴を開けて欲しいという依頼
どんな石か次第ということで持ってきたのが、この石灰石のようなもの。
脆そうなので普通のコンクリートドリルでイケるんじゃないかとチャレンジ
M10のボルトで壁に固定するための貫通穴ということで、運よく在庫していた10.5のドリルで作業開始

不定形なので固定が難しくて土の上に足で踏んづけて保持

開始点が不定形なのでご希望の穴位置に落ち着かず暴れるドリルをなだめすかして加工開始

なんとか貫通

ボルトの頭が隠れるようにザグリも必要ということで、これまた運よく在庫していた18のドリルでザグリ加工

入口が不定形なのでザグリ穴が偏って入らないということで当たっているところをドリルで削っていきます。
もはや石の彫刻家
どんな石か次第ということで持ってきたのが、この石灰石のようなもの。
脆そうなので普通のコンクリートドリルでイケるんじゃないかとチャレンジ
M10のボルトで壁に固定するための貫通穴ということで、運よく在庫していた10.5のドリルで作業開始

不定形なので固定が難しくて土の上に足で踏んづけて保持

開始点が不定形なのでご希望の穴位置に落ち着かず暴れるドリルをなだめすかして加工開始

なんとか貫通

ボルトの頭が隠れるようにザグリも必要ということで、これまた運よく在庫していた18のドリルでザグリ加工

入口が不定形なのでザグリ穴が偏って入らないということで当たっているところをドリルで削っていきます。
もはや石の彫刻家
2023年06月07日
919 919
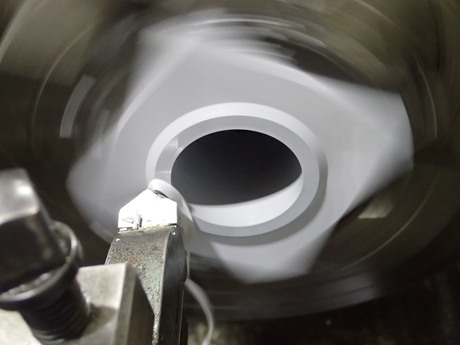
続けて4つ爪の仕事です。
その前に事前の準備。A5052が仕上がらない

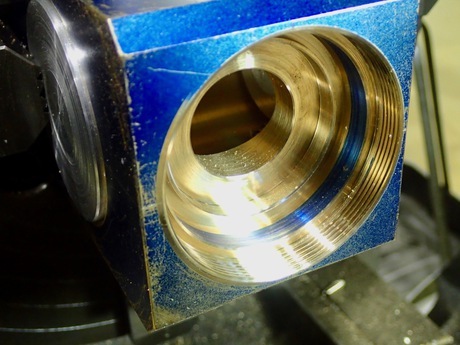
けがき塗料で青く塗られていますが、黄銅です。

ドリルで下穴加工

内径仕上げて、奥の端面にOリング溝切って、ネジ切りしてできあがり

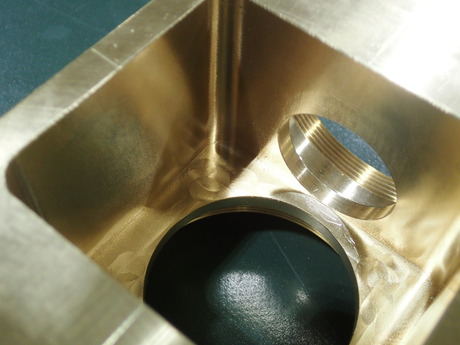
向きを変えて、事前に用意していたコマを穴に入れてチャッキング

わずかに空いています。

こちらも同様に加工します。
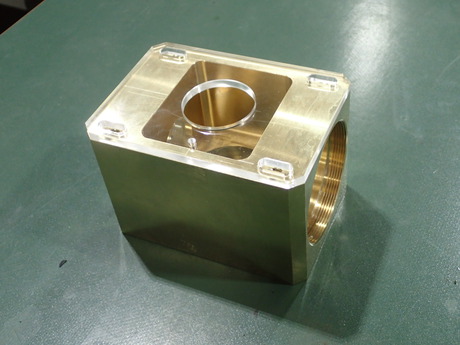
3面目も同じように加工して、フライスに行ってポケット加工してもらって、完成!

ポケット
フタもつくらしい
その前に事前の準備。A5052が仕上がらない


けがき塗料で青く塗られていますが、黄銅です。

ドリルで下穴加工

内径仕上げて、奥の端面にOリング溝切って、ネジ切りしてできあがり

向きを変えて、事前に用意していたコマを穴に入れてチャッキング

わずかに空いています。

こちらも同様に加工します。

3面目も同じように加工して、フライスに行ってポケット加工してもらって、完成!

ポケット

フタもつくらしい

2023年06月01日
918 かませ
フライスで4面加工した塩ビのブロックを4つ爪で旋盤にチャッキング。
最後までフライスでもいけるのですが、フライス作業のボリュームが増えているので旋盤で加工します。

素材が変形しないように鉄板をかませています。ちょうど良い長さが無かったので卍にずらしてます。
この後、穴あけなど加工が進んでいくとだんだん弱くなって、寸法が出なかったり、飛んでいったりしかねませんから。

ドリルで穴あけ。

厚さを決めて、
穴を寸法に加工すればできあがり

最後までフライスでもいけるのですが、フライス作業のボリュームが増えているので旋盤で加工します。

素材が変形しないように鉄板をかませています。ちょうど良い長さが無かったので卍にずらしてます。
この後、穴あけなど加工が進んでいくとだんだん弱くなって、寸法が出なかったり、飛んでいったりしかねませんから。

ドリルで穴あけ。

厚さを決めて、

穴を寸法に加工すればできあがり



