2013年03月18日
355 旋削バイト
小難しい話が続いていますが、今しばらくお付き合いください。
自分の中の考えを書き出して整理しているだけなので、わかってる人には当たり前のことの羅列なのでしょうが。。。
その中で専門的?固有の名称が出て来ていますので、一旦説明を入れておきます。
旋削の場合の刃物の各部の名称です。
ノーズRというのは刃物の先端の角の部分の丸みの大きさを示しています。

簡単に言うと
「すくい角」大きいほど切れ味は良くなるが、寿命が短くなる。
「逃げ角」二番と言われることもある。これがないと進むのに抵抗となる。すくい角とともに刃先角を形成する。刃先角が小さくなると刃が弱くなる。
「切れ刃角」被削材と接する角度。切削抵抗に影響する。最近は、機械や刃物の剛性が上がっているのでさほど問題にならないが、内径切削などでは影響(効果)が出て来るのではないかと思っている。(そのうち試してみます。)
ノーズRと送り(F)によって図のようになりますので、理論的な表面粗さは求めることができます。
Ry=1000F×F/8R (1000×送り×送り÷8÷ノーズR)
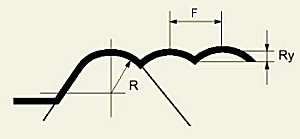
機械や工具、被削材の振動、素材の変形(むしれ、バリ)などによって計算値通りにはいかない。特に粗さが小さくなってくるとその影響が大きくなる。
切れ刃角によっても変化してきます。
自分の中の考えを書き出して整理しているだけなので、わかってる人には当たり前のことの羅列なのでしょうが。。。
その中で専門的?固有の名称が出て来ていますので、一旦説明を入れておきます。
旋削の場合の刃物の各部の名称です。
ノーズRというのは刃物の先端の角の部分の丸みの大きさを示しています。

簡単に言うと
「すくい角」大きいほど切れ味は良くなるが、寿命が短くなる。
「逃げ角」二番と言われることもある。これがないと進むのに抵抗となる。すくい角とともに刃先角を形成する。刃先角が小さくなると刃が弱くなる。
「切れ刃角」被削材と接する角度。切削抵抗に影響する。最近は、機械や刃物の剛性が上がっているのでさほど問題にならないが、内径切削などでは影響(効果)が出て来るのではないかと思っている。(そのうち試してみます。)
ノーズRと送り(F)によって図のようになりますので、理論的な表面粗さは求めることができます。
Ry=1000F×F/8R (1000×送り×送り÷8÷ノーズR)

機械や工具、被削材の振動、素材の変形(むしれ、バリ)などによって計算値通りにはいかない。特に粗さが小さくなってくるとその影響が大きくなる。
切れ刃角によっても変化してきます。






Posted by iso at 18:00│Comments(0)
│工具・治具


