2018年05月29日
651 わかるかなぁ
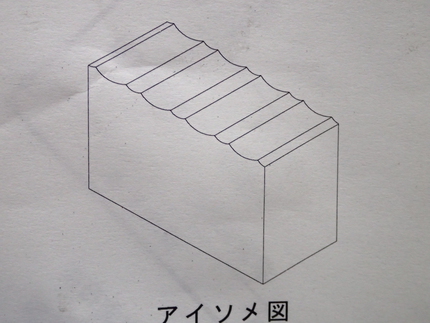
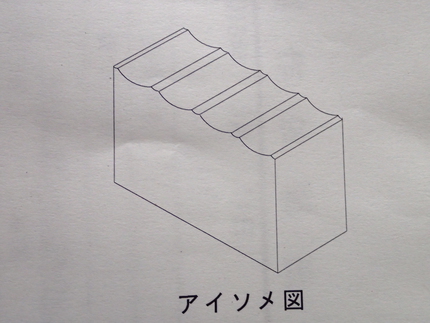
この2つの違いがわかりますか?

上面をよーく見てみると

わずかに波型になっています。
この波形が違うんです。

違いがわかりますかね
図面を見てみると
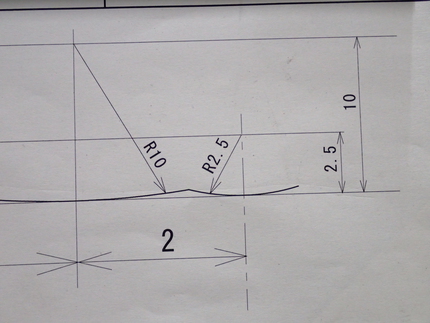

こうやって図に描いてあればそうなんでしょうが、肉眼では違うと言われれば違うかなという程度
デジカメで接写してみると

違うかな。。。
前回はフライスでやったんですが、工具のたわみとかダレで精度が今ひとつと言うことだったので、最近人気急上昇中のワイヤー放電加工機で加工して見ました。
今度は表面粗さがいただけないそうです

上面をよーく見てみると

わずかに波型になっています。
この波形が違うんです。

違いがわかりますかね

図面を見てみると




こうやって図に描いてあればそうなんでしょうが、肉眼では違うと言われれば違うかなという程度

デジカメで接写してみると

違うかな。。。
前回はフライスでやったんですが、工具のたわみとかダレで精度が今ひとつと言うことだったので、最近人気急上昇中のワイヤー放電加工機で加工して見ました。
今度は表面粗さがいただけないそうです
タグ :ワイヤー放電加工機
2018年05月23日
650 インサート
インサートねじ(ナット)調べてみると色々と出てきます。
コンクリートに穴開けて打ち込むアンカーボルトなんかもその仲間のようです。
リベットナットもその仲間でしょうかね。
木材、樹脂、アルミなどの柔らかい金属でネジの強度を補強するのに使われています。
加熱したり超音波で圧入するもの
樹脂の成型時に同時に成型するもの
今回使用したのはコイル状のタイプ。
ヘリサートとかEサートとかスプリューとかリコイルとかコルサートとか、、、と言った商品名で出ているようです。
微妙な違い・特徴があるようです。
今回の記事に関係する種類のやつはコチラに詳しく述べてありました。
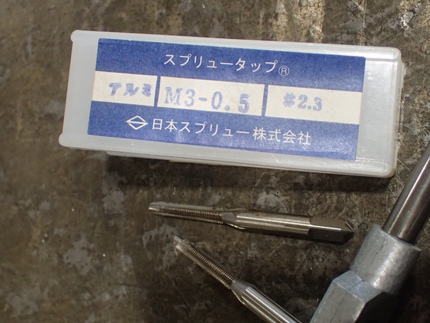
今回のは、スプリューねじと言うもの。
断面がひし形の線材をコイル状に巻いたバネのようなもの。
長さはネジ径の1.5倍、2倍、3倍とかがあるようです。

下穴を開けます。
今回のは3Dプリンタの加工品で成形の段階で穴あき形状に作ってありました。

専用のタップでネジを切ります。
専用工具でねじ込んでいきます。

ねじ込む方向に回すことでバネの外径が小さくなることで進みやすくなるようです。
逆に回すことをやめると外径が戻ろうとして抜けにくくなるようです。

最後に回すためのタングを折り取れば完成です。

抜き取る専用の工具もあります。
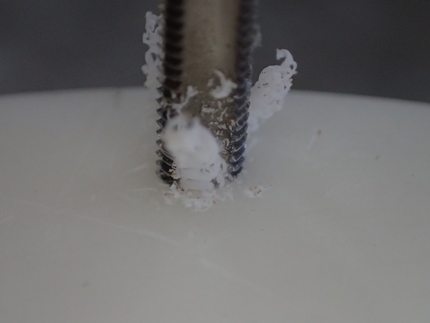
失敗例


タップのネジにうまく乗らなかったようです。
取り出してみると伸びてました。
コンクリートに穴開けて打ち込むアンカーボルトなんかもその仲間のようです。
リベットナットもその仲間でしょうかね。
木材、樹脂、アルミなどの柔らかい金属でネジの強度を補強するのに使われています。
加熱したり超音波で圧入するもの
樹脂の成型時に同時に成型するもの
今回使用したのはコイル状のタイプ。
ヘリサートとかEサートとかスプリューとかリコイルとかコルサートとか、、、と言った商品名で出ているようです。
微妙な違い・特徴があるようです。
今回の記事に関係する種類のやつはコチラに詳しく述べてありました。
今回のは、スプリューねじと言うもの。
断面がひし形の線材をコイル状に巻いたバネのようなもの。
長さはネジ径の1.5倍、2倍、3倍とかがあるようです。

下穴を開けます。
今回のは3Dプリンタの加工品で成形の段階で穴あき形状に作ってありました。

専用のタップでネジを切ります。


専用工具でねじ込んでいきます。

ねじ込む方向に回すことでバネの外径が小さくなることで進みやすくなるようです。
逆に回すことをやめると外径が戻ろうとして抜けにくくなるようです。

最後に回すためのタングを折り取れば完成です。

抜き取る専用の工具もあります。
失敗例


タップのネジにうまく乗らなかったようです。
取り出してみると伸びてました。
2018年05月17日
649 スケール感

こうやって撮るよりも

こちらの方がサイズ感がわかりやすい?

はたまたこういう方向か、、、これはこれで悩ましい

昔はショッポとか比較に並べてましたよね
バードウォッチングとかだとスズメ、ハト、カラスなんかと比較しているようです。
確かにサイズ感はつかめるのですが、製品自体のフォルムが目立ちにくいとか、、、
絵的に美しくないと感じるのです

けっして自分の感性が高いとは思えませんが
スマートな方法があったら教えてください。
2018年05月11日
648 本日の一品(20180511)
品名:梁
材質:YAG300
加工機械:旋盤、フライス盤、ボール盤、ワイヤー放電加工機
加工時間:3時間
メモ:全長166mm、四角11mm、先端部φ10を7mm厚の太鼓状に。


材質:YAG300
加工機械:旋盤、フライス盤、ボール盤、ワイヤー放電加工機
加工時間:3時間
メモ:全長166mm、四角11mm、先端部φ10を7mm厚の太鼓状に。



2018年05月07日
647 放電加工機その後
こんなの作りました。

20mm厚のアルミ材からワイヤー放電加工機で切り抜きます。


切り抜いたものを再び放電加工機に取り付けます。

ここから余分な分をそぎ落とします。
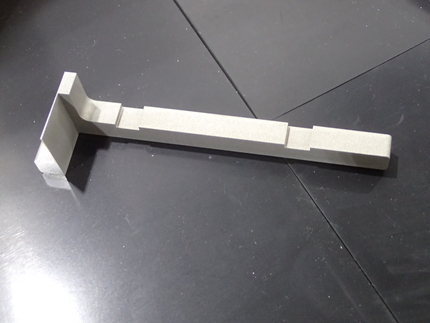
ここまできたらフライス盤で仕上げて、ボール盤で穴開けて、ネジ立てすれば出来上がり。

この形状を最初からフライスで作ろうとすると削除する部分が多くて残りが小さいので変形などが気になるところですが、放電加工機ならその心配は無用。
時間的にもそんなに変わらないのではないでしょうか。

20mm厚のアルミ材からワイヤー放電加工機で切り抜きます。


切り抜いたものを再び放電加工機に取り付けます。

ここから余分な分をそぎ落とします。

ここまできたらフライス盤で仕上げて、ボール盤で穴開けて、ネジ立てすれば出来上がり。

この形状を最初からフライスで作ろうとすると削除する部分が多くて残りが小さいので変形などが気になるところですが、放電加工機ならその心配は無用。
時間的にもそんなに変わらないのではないでしょうか。
2018年05月01日
646 思う壺
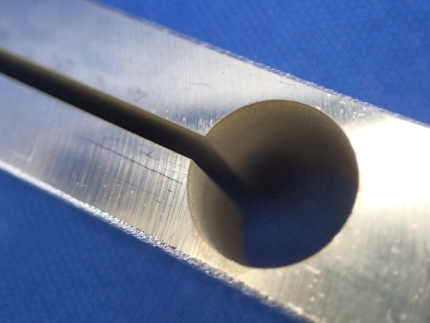
今回はコレ↓

一見、大したことなさそう。
穴奥のR加工が面倒かな。。。
4つ爪でガッチリ掴んで外形の荒削りとドリルで下穴加工。

反対側の細い方の外形の荒削りを終わらせて、穴の加工。

刃物代を45度振って、45mm真っ直ぐ送って、そこから斜めに削ります。
一番奥の底面が中心付近が仕上がらなくて四苦八苦

ここをキレイに削るには10mmを加工できるバイトを使わないといけませんが、そんな細いバイトをここまで伸ばして使うとビビって難しい。
今考えると、その径のバイトで切刃角のついたものがあったので、それを使えば時間が少しかかっても行けたはず。
45度斜面の立ち上がり部分のR5を総型バイトで削ろうとごっついバイトで加工していたら、、、
動いた 品物が・・・
品物が・・・
ビビらないように、ごっついバイトを使っていたのが、アダとなって傷だらけ

手前のはゴミです。
削り代が残っていたので、なんとか誤魔化しました

振り替えて細い方を仕上げてなんとか完成



一見、大したことなさそう。
穴奥のR加工が面倒かな。。。
4つ爪でガッチリ掴んで外形の荒削りとドリルで下穴加工。

反対側の細い方の外形の荒削りを終わらせて、穴の加工。

刃物代を45度振って、45mm真っ直ぐ送って、そこから斜めに削ります。
一番奥の底面が中心付近が仕上がらなくて四苦八苦

ここをキレイに削るには10mmを加工できるバイトを使わないといけませんが、そんな細いバイトをここまで伸ばして使うとビビって難しい。
今考えると、その径のバイトで切刃角のついたものがあったので、それを使えば時間が少しかかっても行けたはず。
45度斜面の立ち上がり部分のR5を総型バイトで削ろうとごっついバイトで加工していたら、、、
動いた
 品物が・・・
品物が・・・ビビらないように、ごっついバイトを使っていたのが、アダとなって傷だらけ


手前のはゴミです。
削り代が残っていたので、なんとか誤魔化しました

振り替えて細い方を仕上げてなんとか完成





