2017年12月26日
627 刃物イロイロ
今回が今年最後の更新となります。
駄文にお付き合いいただきありがとうございます
過去の記事を読み返すこともあるのですが、
なんだかなぁ・・・書き直したいというものが多いのですが、
たまにイイところを突いてるなというのもあったりします
小ネタ集です。

SUJ2(高炭素クロム軸受鋼)を加工しています。
SUJ材はベアリングに使われたりする耐摩耗性に優れた、硬くなる素材です。
中心付近はそこまで硬くないのですが、外周部が熱処理してあるのか簡単には削れてくれません。
超硬M種のロウ付けバイトで低回転(160rpm・φ32)で乗り切りました。


0.3と0.5mm厚のメタルソー。2枚とも割れてしまいました
1mm厚のメタルソーへと撤退せざる得ませんでした
断続切削になるとリスクが高まりますね


いつもは右のST20を使用しているのですが、SNCM材を加工するときにAC2000使ってみるとうまくいきました

17.5のドリル、手が滑って床に落下

見事に割れてしまいました
故意に叩き折ろうとしてもそう簡単には折れるものではありません。
よっぽど打ち所が悪かったのか。内部欠陥があったのかも、見た目ではわかりません。

よいお年をお迎えください
駄文にお付き合いいただきありがとうございます

過去の記事を読み返すこともあるのですが、
なんだかなぁ・・・書き直したいというものが多いのですが、
たまにイイところを突いてるなというのもあったりします

小ネタ集です。

SUJ2(高炭素クロム軸受鋼)を加工しています。
SUJ材はベアリングに使われたりする耐摩耗性に優れた、硬くなる素材です。
中心付近はそこまで硬くないのですが、外周部が熱処理してあるのか簡単には削れてくれません。
超硬M種のロウ付けバイトで低回転(160rpm・φ32)で乗り切りました。


0.3と0.5mm厚のメタルソー。2枚とも割れてしまいました

1mm厚のメタルソーへと撤退せざる得ませんでした
断続切削になるとリスクが高まりますね



いつもは右のST20を使用しているのですが、SNCM材を加工するときにAC2000使ってみるとうまくいきました


17.5のドリル、手が滑って床に落下


見事に割れてしまいました

故意に叩き折ろうとしてもそう簡単には折れるものではありません。
よっぽど打ち所が悪かったのか。内部欠陥があったのかも、見た目ではわかりません。

よいお年をお迎えください

2017年12月20日
626 アンコの作り方
ステンレスの製缶モノの製作です。
ステンレスのパイプの両端を整えます。
φ267、肉厚4.8mmなのでこのままチャッキングすると潰れてしまって保持できません。
潰れてしまわないように詰め物(アンコ)を入れます。
今回は合板(20mm厚)で作ることにしました。
まずは、ジグソーで大まかな形に切り出します。


旋盤でパイプの内径に合わせて削っていきます。

キレイな円板ができました。パイプにググッと押し込むくらいの径になっています。

1枚に柱を立てて押し込見ます。

蓋をかぶせって木ねじで固定します。

これで安心して加工できます。


アンコの方が少し長かったのですが、問題もなく削れました。
が、、、、
アンコを外すときにカエリがアンコの合板に食い込んで外れずに苦労しました
面倒がらずに柱を短くしておけば、カエリが出ても面取りで除去することもできたのに。
一手間惜しんであとで大変苦労することになるというイイ?例でした
続きを読む
ステンレスのパイプの両端を整えます。
φ267、肉厚4.8mmなのでこのままチャッキングすると潰れてしまって保持できません。
潰れてしまわないように詰め物(アンコ)を入れます。
今回は合板(20mm厚)で作ることにしました。
まずは、ジグソーで大まかな形に切り出します。


旋盤でパイプの内径に合わせて削っていきます。

キレイな円板ができました。パイプにググッと押し込むくらいの径になっています。

1枚に柱を立てて押し込見ます。

蓋をかぶせって木ねじで固定します。

これで安心して加工できます。


アンコの方が少し長かったのですが、問題もなく削れました。
が、、、、
アンコを外すときにカエリがアンコの合板に食い込んで外れずに苦労しました

面倒がらずに柱を短くしておけば、カエリが出ても面取りで除去することもできたのに。
一手間惜しんであとで大変苦労することになるというイイ?例でした

続きを読む
2017年12月14日
625 自作ケレ
アルミの端材に穴を開けて何かを作ろうとしています。

余分な部分をカットしてヤスリで仕上げ。外形は関係ありません。

ネジが付くようにして完成!

何ですか?これは
旋盤で両センター加工するときに使うケレと言うものです。
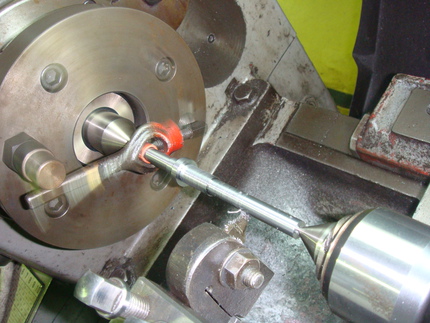
この写真の赤いヤツですね。
この写真のように回し金つけてケレで回しても良かったのですが、モノが小さくケレの近くまで削り込まないといけないので、ケレと刃物(台)が接触する恐れがありました。
そこで今回は簡易的に3つ爪チャックのままで作業することにしました。
3つ爪にφ10の鋼をチャッキングして60度に削って行きます。

これで主軸側のセンターができました。
再チャッキングすると芯がずれてしまいますが、このままならば間違いなく同一心になっています。
焼入れされているわけではないので痛みやすく、耐久性はありません。この時だけなの使用なので問題ありませんね。
先ほどのケレを取り付けて旋盤にセットします。

爪にネジを引っ掛けて回しています。こんなに長いネジでなくても良かった

品物を固定する部分位は銅板を入れて傷を防いでいます。

SNCM材ですが、うまいこと削れました

とも限らず、すぐにこんん感じに

刃先の摩耗と思うのですが寿命が短すぎます。
相性が悪いんでしょうね。最適なチップを探さないといけませんな。
試し削りする材料もないし、次の機会がいつ来るのか、あるのか、、、
モチベーションを保つのが大変です

余分な部分をカットしてヤスリで仕上げ。外形は関係ありません。

ネジが付くようにして完成!

何ですか?これは

旋盤で両センター加工するときに使うケレと言うものです。

この写真の赤いヤツですね。
この写真のように回し金つけてケレで回しても良かったのですが、モノが小さくケレの近くまで削り込まないといけないので、ケレと刃物(台)が接触する恐れがありました。
そこで今回は簡易的に3つ爪チャックのままで作業することにしました。
3つ爪にφ10の鋼をチャッキングして60度に削って行きます。

これで主軸側のセンターができました。
再チャッキングすると芯がずれてしまいますが、このままならば間違いなく同一心になっています。
焼入れされているわけではないので痛みやすく、耐久性はありません。この時だけなの使用なので問題ありませんね。
先ほどのケレを取り付けて旋盤にセットします。

爪にネジを引っ掛けて回しています。こんなに長いネジでなくても良かった


品物を固定する部分位は銅板を入れて傷を防いでいます。

SNCM材ですが、うまいこと削れました


とも限らず、すぐにこんん感じに


刃先の摩耗と思うのですが寿命が短すぎます。
相性が悪いんでしょうね。最適なチップを探さないといけませんな。
試し削りする材料もないし、次の機会がいつ来るのか、あるのか、、、
モチベーションを保つのが大変です

タグ :SNCM439
2017年12月08日
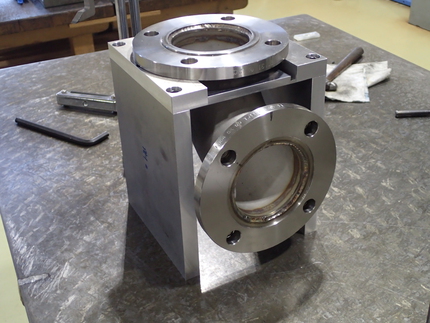
624 エルボ
溶接して作られたステンレス製のエルボ(外注品)

フランジ面が歪んでいるので修正してほしい、との依頼。
旋盤では固定が難しいのでフライス盤で加工することに。

片面には段差部分を円弧で回らないといけないので、NCフライス盤になります。
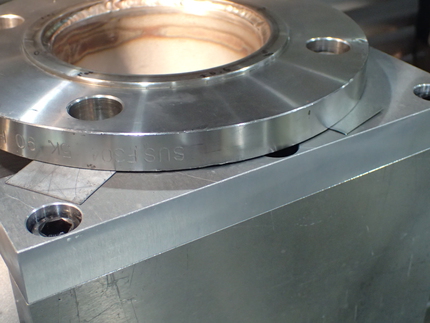
とは言えこのままでは無理なので取り付けジグを作ります。
フランジに溶接されているナットを利用して固定しています。

機械にはこんな感じで固定されます。

直角を出さないといけないのでシムをいれて調整しています。
片側の直角面は平面なので横フライスに固定して加工しました。
固定できればなんとか加工はできそうなんですが、それまでの工程に時間や労力の多くが使われるので、手間をかけずに強固に保持するアイデア、発想できるかというところでしょうか。その辺は経験がモノを言う部分だと思います

フランジ面が歪んでいるので修正してほしい、との依頼。
旋盤では固定が難しいのでフライス盤で加工することに。

片面には段差部分を円弧で回らないといけないので、NCフライス盤になります。
とは言えこのままでは無理なので取り付けジグを作ります。

フランジに溶接されているナットを利用して固定しています。

機械にはこんな感じで固定されます。

直角を出さないといけないのでシムをいれて調整しています。

片側の直角面は平面なので横フライスに固定して加工しました。
固定できればなんとか加工はできそうなんですが、それまでの工程に時間や労力の多くが使われるので、手間をかけずに強固に保持するアイデア、発想できるかというところでしょうか。その辺は経験がモノを言う部分だと思います
2017年12月04日
623 老化
先端のテーパ面を削っていたのですが、次で仕上げと言うところで、、、

刃物台のハンドルと横送りハンドルを間違って操作してしまって、加工物を大きくキズづけてしまいました

戻す方向に動かそうとしていたので、右手と左手を間違ったとしても戻す方向に動かしていれば傷つけることはなかったはず。
右と左を間違った上に、回す方向も間違っていると言う二重の過ちを犯しています。
老化ですかね
前進後進を間違えて突っ込む自動車のことも笑えんな・・・

刃物台のハンドルと横送りハンドルを間違って操作してしまって、加工物を大きくキズづけてしまいました

戻す方向に動かそうとしていたので、右手と左手を間違ったとしても戻す方向に動かしていれば傷つけることはなかったはず。
右と左を間違った上に、回す方向も間違っていると言う二重の過ちを犯しています。
老化ですかね
前進後進を間違えて突っ込む自動車のことも笑えんな・・・


