2017年02月07日
574 ほどほどに
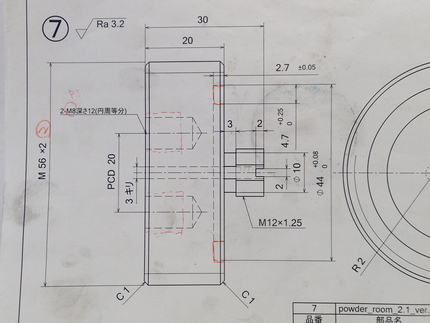
つかみ代も十分あるのですが、外径が全てネジなので、最後につかみ代を削り落とす時が厄介です。しかも材料がSNCM630と言うネバ硬い素材。

最終的には、ネジ面を銅板を介してチャッキングしてつかみ代を削り落とすことになりそうです。
それなら削り落とす部分は、なるべく小さいほうがいいよねー

保持力の関係で長さ方向は短くしたくないので、径を小さくしよう。

ステッキで荒削りするのがマイブーム
ネバい材料だと切り屑が絡みつかなっくていいよねー。
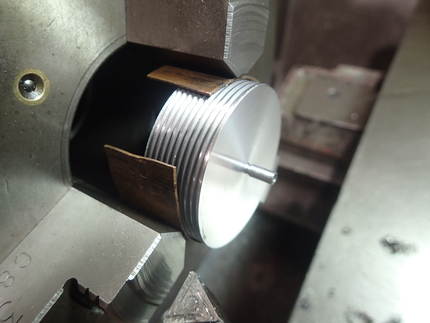
ついでに反対側のネジ部分も黒皮をがっちり掴んで荒削り。やっぱりステッキ。
荒削り終了!

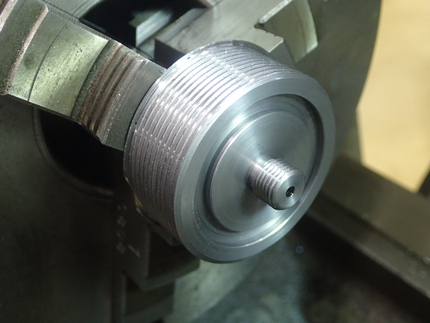
外径を整えてネジ切り。
M56で問題発生

初めは良かったんですが、切り込みが大きくなった時にズレるんです。ネジ溝とバイトが。
加工物とチャックと空回りしているのが原因のようです。
チャック面ギリギリまでネジを切りたいのでバイトを上げるのをなるべく遅らせていますがが、遅すぎると不完全部分にかかって切り込みが大きくなり過ぎて切削抵抗が大きくなった時に起こるようです。
あまりにつかみ代の径を小さくしすぎた為に把握力が足りないようです。
増し締めしても解決できず、センターを押し付けて端面の摩擦力も利用してなんとか加工終了です。

M12の方もOリング溝も無事終了。
ネジ面を銅板を介してチャッキング。つかみ代を切除。
なんとか完成

やりすぎはいかんですね。
何事もほどほどです




