771 使い手の限界
内部が球面(SR27)になった形状の加工です。
ん?凹んでいるけど“球面”で良いのかな?
ここはNC旋盤でしょう。
しかしプログラムが問題。
自動で作るとこうなる。
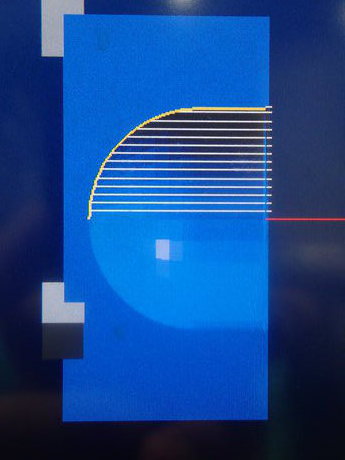
荒削りは、中心から外側に繰り広げて、仕上げは外から中心に向けて輪郭をなぞります。
もちろん下穴は開けておきますが、一番奥底が問題。一発目で刃物が欠けちゃうでしょうね。
こんな感じ(赤い矢印)で動いて欲しかった。
対話では、なぜかできなかった。。。

これでも再奥の中心部分が問題かな。
最終的に、輪郭の動きでちょっとずつZ方向に切り込んでいく方法で、カスタムマクロ組みました。
森精機のMAPPS(対話プログラム)の良いところは、こんなプログラムでもシミュレーションしてくれるところ。どこかに同じようなこと書いてあった。
時間の節約のため切り込み5mmずつとしています。下穴はφ30で貫通させています。
実際は、細いバイトなので、ノーズR0.2なので切り込みは0.2mm、送り0.1mm/rev。切削速度はSUS304なので100m/min。
再奥43mmなので2時間!ほどかかります
エアカット(刃物は動いているけど何も削っていない)の時間が長い。
50mmの下穴を開けたので、その分(16mm)進んだところからスタート。これで30分くらい節約できた。
1パス目の工具軌跡↑
もう少し減らせそうだけど、そのプログラムを作っている間で加工が終わりそうなので、このままでいく。
摩耗補正で仕上げ加工。
この辺りで勘弁してください
穴底の加工って、どうやってますか?
関連記事
