2020年04月01日
755 くせになる
この時期恒例のあの部品です。
フライスで、ここまで下ごしらえしていただきました。
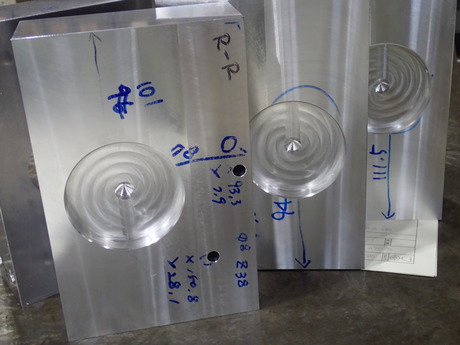
直立ボール盤で、ウチにある最大のドリル、直径50ミリで下穴を開けます。
ドリルで穴を開けるにはボール盤が効率的です。旋盤だと心押台のハンドルを何度もクルクル回さなければならず心身ともに疲れます

旋盤に四爪で保持します。フライスで加工された穴を基準に心振れと面振れを0.01mm程度に収めます。
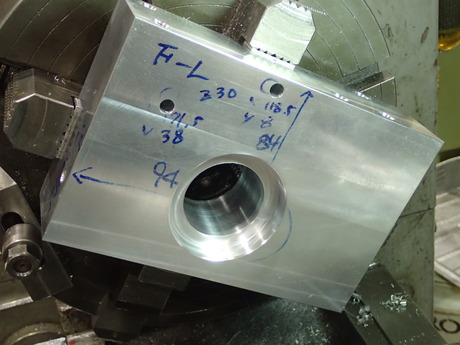
厚さを加工します。荒削りは、ハイスの剣バイトを使っています。5ミリ削ります。切り込み2.5mm、送り0.23mm/revでいきます。
ハイスの方が刃先をシャープにできる。切れ刃角があった方が切削抵抗が少ない。といった理由です。以前、薄いフランジ形状を加工した時に熱の発生が少なく変形しなかったので、この方法を採用しています。


仕上げは、超硬の片刃バイトで行いました。たまたま付いていたから
穴の荒加工です。

穴径を50から80ほどまで広げる必要があります。
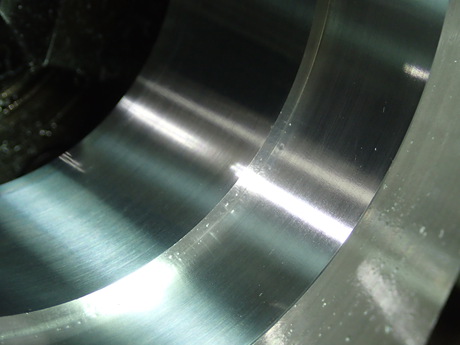
長さ方向に刃物を送って加工するのが一般的ですが、径方向に広げています。
前回の記事もこのダンドリでした。今回の素材はA7075ですので粘くもなく、切り屑処理も良いのですが、切り込みが大きい時はコチラの方が好みです。二次元切削が好きなのかもしれません
荒加工は、1回に4ミリずつ切り込んでいます。

仕上げ加工は、同じ刃物で、長さ方向に刃物を送って仕上げています。
裏返して同様に厚みと内径を加工します。


当初は外径荒加工と内径荒加工→内径仕上げ加工と外径仕上げ加工としていました。
その後、芯だし直後に精度が必要な穴加工をした方が良いとの判断で穴加工を優先するダンドリに変更しています。
この後、ワイヤー放電加工機やフライス盤で加工されて完成となります。まだ先は長い。
フライスで、ここまで下ごしらえしていただきました。

直立ボール盤で、ウチにある最大のドリル、直径50ミリで下穴を開けます。
ドリルで穴を開けるにはボール盤が効率的です。旋盤だと心押台のハンドルを何度もクルクル回さなければならず心身ともに疲れます


旋盤に四爪で保持します。フライスで加工された穴を基準に心振れと面振れを0.01mm程度に収めます。

厚さを加工します。荒削りは、ハイスの剣バイトを使っています。5ミリ削ります。切り込み2.5mm、送り0.23mm/revでいきます。
ハイスの方が刃先をシャープにできる。切れ刃角があった方が切削抵抗が少ない。といった理由です。以前、薄いフランジ形状を加工した時に熱の発生が少なく変形しなかったので、この方法を採用しています。


仕上げは、超硬の片刃バイトで行いました。たまたま付いていたから

穴の荒加工です。

穴径を50から80ほどまで広げる必要があります。
長さ方向に刃物を送って加工するのが一般的ですが、径方向に広げています。
前回の記事もこのダンドリでした。今回の素材はA7075ですので粘くもなく、切り屑処理も良いのですが、切り込みが大きい時はコチラの方が好みです。二次元切削が好きなのかもしれません

荒加工は、1回に4ミリずつ切り込んでいます。

仕上げ加工は、同じ刃物で、長さ方向に刃物を送って仕上げています。

裏返して同様に厚みと内径を加工します。


当初は外径荒加工と内径荒加工→内径仕上げ加工と外径仕上げ加工としていました。
その後、芯だし直後に精度が必要な穴加工をした方が良いとの判断で穴加工を優先するダンドリに変更しています。
この後、ワイヤー放電加工機やフライス盤で加工されて完成となります。まだ先は長い。


