2013年02月18日
350 6063
アルミニウム(アルミ)を削っています。
一口にアルミといっても様々です。
厳密には、アルミ合金全般を指しています。
缶ビール、アルミホイル、1円玉、
ジュラルミンって聞いたことありますか?
これもアルミ合金の一種です。
4桁の数字で表されています。
詳しくは、ウィキペディア
今回は「6063」
アルミサッシなどによく使われているようです。
このような押し出し材は、粘りが強く加工しにくいんです。
硬いよりも粘いほうがやっかいです。
それは「切りくずの処理」と「構成刃先」に原因があります。
粘いと切りくずが切れずにつながっていきます。
ひたすら長くなるのであちこちに絡まっていきます。
回転体に巻き付くと危険ですし、切削を中断して処理することになります。
それを防ぐためには、切りくずをうまくカールさせて邪魔にならないほうに流していくんです。
そういった刃物を準備するのが困難です。
もう一つの要因、構成刃先。
刃先の部分に切り屑が付着して疑似刃先となり、加工面を乱したり、切削そのものを妨げることになります。
いくつか写真で紹介しますね。
材種:超硬P種 ノーズR0.8mm
切込み0.5mm 回転数721rpm(切削速度:77m/min) 送り0.97mm
鋼の切削で広く活躍しています。


切り屑は長く伸びています。
加工部分は押しのけられたバリが大きく出ています。
切込み量を0.1mmにして、切削油を付けてみました。

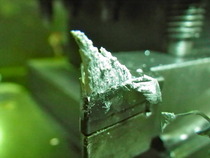
構成刃先がうず高くなりました。。。
材種:サーメット ノーズR0.2mm
切込み0.5mm 回転数721rpm(切削速度77m/min) 送り0.97mm
大きなすくい角が特徴。主に仕上げ加工で使用。困った時に頼りになります。


切り屑はきれいにカールしています。
バリは出て、構成刃先も発生し切削が中断されます。
切込み量を0.1mmにして、切削油を付けてみました。
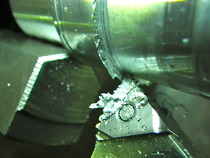
同じような状況です。。。
材種:超硬 ノーズR0.8mm
切込み0.5mm 回転数721rpm(切削速度77m/min) 送り0.97mm
アルミ専用設計。大きなすくい角と表面のピカピカが特徴。


切り屑はきれいにカールしています。
バリも構成刃先もほとんど発生していません。
加工面に光沢がないのがね。。。
回転数を1050rpm(切削速度112m/min)にしてみましたが見た目の変化はありませんでした。
もっと速度を上げる(200m/minくらい)と良いのかもしれませんが、
振動とか剛性の面で汎用機ではこの辺りが限界なのかも。
この項つづく・・・予定
一口にアルミといっても様々です。
厳密には、アルミ合金全般を指しています。
缶ビール、アルミホイル、1円玉、
ジュラルミンって聞いたことありますか?
これもアルミ合金の一種です。
4桁の数字で表されています。
詳しくは、ウィキペディア
今回は「6063」
アルミサッシなどによく使われているようです。
このような押し出し材は、粘りが強く加工しにくいんです。
硬いよりも粘いほうがやっかいです。
それは「切りくずの処理」と「構成刃先」に原因があります。
粘いと切りくずが切れずにつながっていきます。
ひたすら長くなるのであちこちに絡まっていきます。
回転体に巻き付くと危険ですし、切削を中断して処理することになります。
それを防ぐためには、切りくずをうまくカールさせて邪魔にならないほうに流していくんです。
そういった刃物を準備するのが困難です。
もう一つの要因、構成刃先。
刃先の部分に切り屑が付着して疑似刃先となり、加工面を乱したり、切削そのものを妨げることになります。
いくつか写真で紹介しますね。
材種:超硬P種 ノーズR0.8mm
切込み0.5mm 回転数721rpm(切削速度:77m/min) 送り0.97mm
鋼の切削で広く活躍しています。


切り屑は長く伸びています。
加工部分は押しのけられたバリが大きく出ています。
切込み量を0.1mmにして、切削油を付けてみました。


構成刃先がうず高くなりました。。。

材種:サーメット ノーズR0.2mm
切込み0.5mm 回転数721rpm(切削速度77m/min) 送り0.97mm
大きなすくい角が特徴。主に仕上げ加工で使用。困った時に頼りになります。


切り屑はきれいにカールしています。
バリは出て、構成刃先も発生し切削が中断されます。
切込み量を0.1mmにして、切削油を付けてみました。

同じような状況です。。。
材種:超硬 ノーズR0.8mm
切込み0.5mm 回転数721rpm(切削速度77m/min) 送り0.97mm
アルミ専用設計。大きなすくい角と表面のピカピカが特徴。


切り屑はきれいにカールしています。
バリも構成刃先もほとんど発生していません。
加工面に光沢がないのがね。。。
回転数を1050rpm(切削速度112m/min)にしてみましたが見た目の変化はありませんでした。
もっと速度を上げる(200m/minくらい)と良いのかもしれませんが、
振動とか剛性の面で汎用機ではこの辺りが限界なのかも。
この項つづく・・・予定







Posted by iso at 18:00│Comments(2)
│旋盤
この記事へのコメント
これは面白い比較ですね~。
わたくし未熟者でありますが故、参考にさせて頂きます。
わたくし未熟者でありますが故、参考にさせて頂きます。
Posted by 通りすがりの者 at 2013年02月27日 18:41
通りすがりの者 さま>コメントありがとうございます。
何としても続編を書かねばならない状況ですね。。。
何としても続編を書かねばならない状況ですね。。。
Posted by iso at 2013年03月05日 22:49
at 2013年03月05日 22:49
 at 2013年03月05日 22:49
at 2013年03月05日 22:49

