2011年05月24日
243 オレル
これを2個作ります。

内側は、テーパ穴になっています。最小径は1mm。
以前、銅で作ったものを紹介していますね。

それと同様に作れば、できそうなものなのですが、
今回は材料が、、、 タングステンなんです。
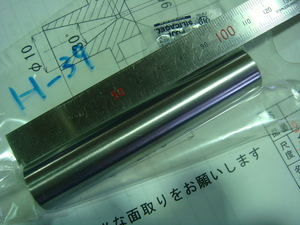
φ20×L100で¥7万 だそうです。
だそうです。
タングステン(Wikipediaより抜粋)
融点は3380℃で、沸点は5555℃。比重は、19.3。
切削工具などに用いられる超硬合金(炭化タングステン)として
と言うように加工しにくいんです。
ハイスでもなんとか削れるので、そこまで硬いと言う感じではないんですが。
異様に磨耗します。刃が持ちません。
外径は、K種超硬でスクイ角マイナスにして、
回転を落として、なんとか誤魔化しながら削りましたが、
寸法・面粗さともお粗末です。 (最初の写真の通り)
(最初の写真の通り)

問題は内径加工です。
最小径が1mmなので、バイトが入らないので、いつものドリル作戦ですが、
ハイスでは到底追いつかないので、超硬ドリルを使用します。
1ミリきざみで段々に下穴を開けておいて、テーパ形状に成形したドリルで形作っていきます。
銅で作っている時もそうですが、このテーパの成形が上手くいかないんです。
ドリルの研ぎ方の問題かもしれません。
ムリに押し付けるとメキッと嫌な音を立ててドリルが折れてしまいます。
特に超硬だと粘りがないので「あっ」と思った時には、折れています。
こうなるとドリルを再研削しないといけません。
ドリル研削盤でテーパ形状に成形してから、両頭グラインダで逃げを作っていきます。
この2番(逃げ)の取り方が切れ味に大いに影響している気がします。
どこをどうすればいいのかってのは、はっきりわかりませんが。
あと、タングステンは加工硬化するような気もします。
ステンレスなんかでもそうなですが、
表面をこすってしまうと硬化してしまって、なかなか削れません。
表面だけなんで何とかそこを削ればググッと進む気がします。
こすると硬化する、押し付けると折れてしまう、
このジレンマを数打ちゃ当たる戦法(運まかせ)で突破します。
ドリル研削盤の砥石は、ハイス用のWA砥石がついています。
これで超硬を研ぐと砥石の方がドンドン減っていて、ドリルの方はなかなか削れません。
両頭グラインダの青砥(GC砥石)で荒削りしておいて、ドリル研削盤で仕上げるという繰り返しです。
研いでは折れ、研いでは折れで、研いでは折れで、、、ココロも折れてしまいます。
後半は、グラインダ・ドリル研削盤の前に立っている時間のほうが長かったですね。

無残に砕け散ったドリルたち。
なにかもっと効率的な加工法はないものでしょうか。。。
放電加工とかどうなんだろう?

内側は、テーパ穴になっています。最小径は1mm。
以前、銅で作ったものを紹介していますね。

それと同様に作れば、できそうなものなのですが、
今回は材料が、、、 タングステンなんです。

φ20×L100で¥7万
 だそうです。
だそうです。タングステン(Wikipediaより抜粋)
融点は3380℃で、沸点は5555℃。比重は、19.3。
切削工具などに用いられる超硬合金(炭化タングステン)として
と言うように加工しにくいんです。
ハイスでもなんとか削れるので、そこまで硬いと言う感じではないんですが。
異様に磨耗します。刃が持ちません。

外径は、K種超硬でスクイ角マイナスにして、
回転を落として、なんとか誤魔化しながら削りましたが、
寸法・面粗さともお粗末です。
 (最初の写真の通り)
(最初の写真の通り)
問題は内径加工です。
最小径が1mmなので、バイトが入らないので、いつものドリル作戦ですが、
ハイスでは到底追いつかないので、超硬ドリルを使用します。
1ミリきざみで段々に下穴を開けておいて、テーパ形状に成形したドリルで形作っていきます。
銅で作っている時もそうですが、このテーパの成形が上手くいかないんです。
ドリルの研ぎ方の問題かもしれません。
ムリに押し付けるとメキッと嫌な音を立ててドリルが折れてしまいます。
特に超硬だと粘りがないので「あっ」と思った時には、折れています。
こうなるとドリルを再研削しないといけません。
ドリル研削盤でテーパ形状に成形してから、両頭グラインダで逃げを作っていきます。
この2番(逃げ)の取り方が切れ味に大いに影響している気がします。
どこをどうすればいいのかってのは、はっきりわかりませんが。
あと、タングステンは加工硬化するような気もします。
ステンレスなんかでもそうなですが、
表面をこすってしまうと硬化してしまって、なかなか削れません。
表面だけなんで何とかそこを削ればググッと進む気がします。
こすると硬化する、押し付けると折れてしまう、
このジレンマを数打ちゃ当たる戦法(運まかせ)で突破します。
ドリル研削盤の砥石は、ハイス用のWA砥石がついています。
これで超硬を研ぐと砥石の方がドンドン減っていて、ドリルの方はなかなか削れません。
両頭グラインダの青砥(GC砥石)で荒削りしておいて、ドリル研削盤で仕上げるという繰り返しです。
研いでは折れ、研いでは折れで、研いでは折れで、、、ココロも折れてしまいます。
後半は、グラインダ・ドリル研削盤の前に立っている時間のほうが長かったですね。

無残に砕け散ったドリルたち。
なにかもっと効率的な加工法はないものでしょうか。。。
放電加工とかどうなんだろう?






Posted by iso at 18:00│Comments(0)
│旋盤


