2018年10月26日
676 キズだらけ
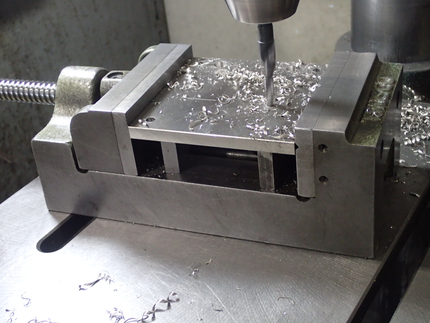
ボール盤で段付きドリルを使って座繰り穴の穴あけ加工しています。

最近は便利になって希望のサイズに6面加工された素材が安価に購入できるようになっています。
これを買ってもらえば直ぐにケガキして穴加工などにかかれます。
ボール盤のテーブルに直に置いて固定して加工しているのですが、位置を移動させる時にテーブルや切り屑とスレて傷がついてしまいます

今回はバイスに固定することで品物の底面が直接擦れないようにして防ぎました。
左がバイスで固定した方です。その違いは歴然です。
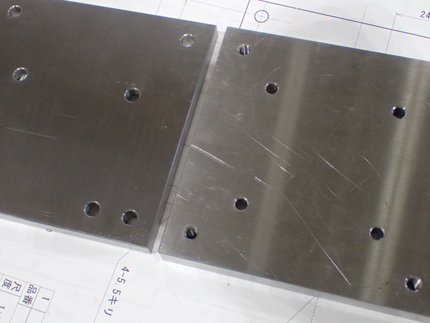
しかし、細かく見ると所々に細かな傷が見えます
ドリルに絡みついた切り屑などが擦れて傷がついたりするようです。
これは上面でも起きることですが、切り屑が絡みつかないような条件を常に保つのは難しいことですね。
マシニングセンターやCNC旋盤のように切削液で切り屑を飛ばす方法も有意義だと思われます。
汎用機であの様に勢いよく吹きかけることは無理でも表面に油を塗布する程度でも直接の摩擦を防ぎ傷を軽減させている様に感じます。
卓上ボール盤でバイスを使った作業は位置出しに時間がかかるので好きではありません
それにバイスに固定できない様な大型のものはどうすれば良いのでしょうか?
養生テープの様なものを貼っておいて防ぐとかでしょうか。。。
市販品の傷一つ無い製品を見て感心させられます。

最近は便利になって希望のサイズに6面加工された素材が安価に購入できるようになっています。

これを買ってもらえば直ぐにケガキして穴加工などにかかれます。
ボール盤のテーブルに直に置いて固定して加工しているのですが、位置を移動させる時にテーブルや切り屑とスレて傷がついてしまいます


今回はバイスに固定することで品物の底面が直接擦れないようにして防ぎました。

左がバイスで固定した方です。その違いは歴然です。

しかし、細かく見ると所々に細かな傷が見えます

ドリルに絡みついた切り屑などが擦れて傷がついたりするようです。
これは上面でも起きることですが、切り屑が絡みつかないような条件を常に保つのは難しいことですね。
マシニングセンターやCNC旋盤のように切削液で切り屑を飛ばす方法も有意義だと思われます。
汎用機であの様に勢いよく吹きかけることは無理でも表面に油を塗布する程度でも直接の摩擦を防ぎ傷を軽減させている様に感じます。
卓上ボール盤でバイスを使った作業は位置出しに時間がかかるので好きではありません

それにバイスに固定できない様な大型のものはどうすれば良いのでしょうか?
養生テープの様なものを貼っておいて防ぐとかでしょうか。。。
市販品の傷一つ無い製品を見て感心させられます。
2018年10月22日
675 露天掘り
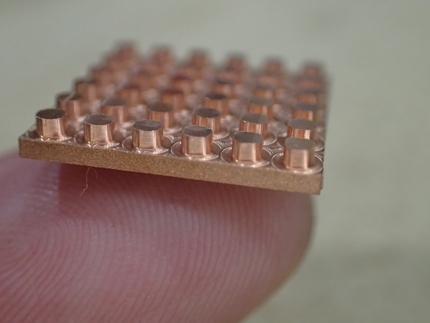
指先ほどの大きさの部品を作っています。
1mm厚の板に高さ1mmの円柱が乗っているような形状。
2mm厚の素材から作っても良かったのですが、保持のことや変形などを考慮して5mm厚の素材から削り出すことにしました。
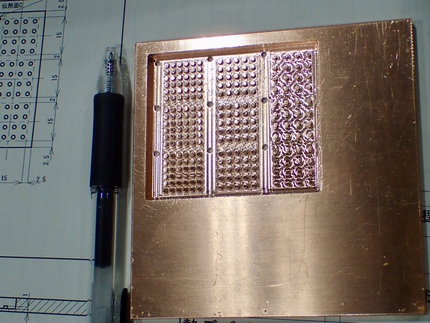


円柱のピッチが違うパターンあるようです。
ここまではNCフライス盤で加工しています。
ここからワイヤー放電加工機(WEDM)に持って行って切り取ります。

WEDMの上面に隙間がない方が良いということで裏向きに取り付けてあります。
完成

2018年10月16日
674 規格通り
ちょいと大物です。


約30キロ
長さ280、直径130なのでLD比は2倍ちょい。
3倍まではセンター要らないと言われてますが、このサイズは怖いので片センター作業。

外径を直径で2ミリ残して、長さはプラス1ミリ荒削り。
ドリルで下穴加工。

超硬バイトで荒削り。
センター外さないと加工できないのですが、ちょっと怖い

固定振れ止め使える機械にすればよかった

なんだかんだ言いながら仕上げました。
表面粗さが少し気になりますが、この辺で妥協・・・
反対側の内径はネジ加工(M95×P3)
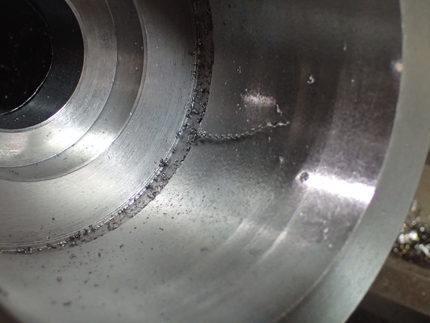
奥に10ミリ幅のヌスミを入れていますが、雌ネジのピッチ3は怖いね。
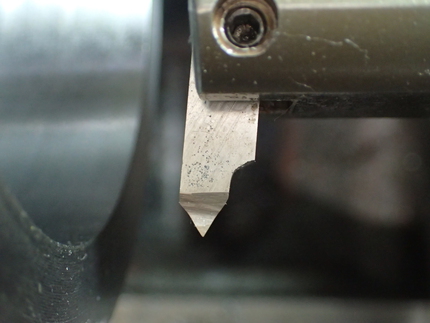
こんな感じのバイトでなるべく奥まで切れるようにしました。
ネジの合わせがないので、学生さんに実験室まで持って帰ってもらって合わせてもらいました。
その結果「入りません」とのこと
「それに入るネジはこれです」と持ってきてもらった雌ネジを測ってみると


M95P3だと下穴径は92くらいだけどな。。。
ネジの呼び径からピッチをひいたくらいの値が下穴径になります。


私「ネジの外径95より大きくなかった?」
学「はい。95.7くらいありました。」
私「それM96でしょ。。。」
学「ネジの規格調べたらM95が一番近かったんで。。。」
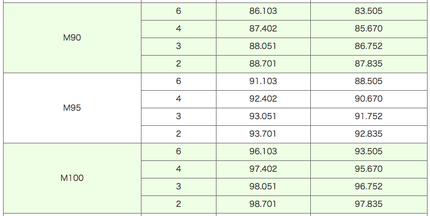
確かに規格はそうかも知れんけど、この場合はそうでしょう。
ネジの呼び径より直径が大きいことはまずありませんから。
通常加工するときは、ピッチの1割分くらい外径を小さくしてますから。

その後、内径を広げてネジを切り直して完成。

デジカメがすっぽり入るくらいの雌ネジだったので、ネジ面を接写して見ました。


約30キロ
長さ280、直径130なのでLD比は2倍ちょい。
3倍まではセンター要らないと言われてますが、このサイズは怖いので片センター作業。

外径を直径で2ミリ残して、長さはプラス1ミリ荒削り。
ドリルで下穴加工。

超硬バイトで荒削り。
センター外さないと加工できないのですが、ちょっと怖い

固定振れ止め使える機械にすればよかった

なんだかんだ言いながら仕上げました。
表面粗さが少し気になりますが、この辺で妥協・・・
反対側の内径はネジ加工(M95×P3)

奥に10ミリ幅のヌスミを入れていますが、雌ネジのピッチ3は怖いね。

こんな感じのバイトでなるべく奥まで切れるようにしました。
ネジの合わせがないので、学生さんに実験室まで持って帰ってもらって合わせてもらいました。
その結果「入りません」とのこと
「それに入るネジはこれです」と持ってきてもらった雌ネジを測ってみると


M95P3だと下穴径は92くらいだけどな。。。
ネジの呼び径からピッチをひいたくらいの値が下穴径になります。


私「ネジの外径95より大きくなかった?」
学「はい。95.7くらいありました。」
私「それM96でしょ。。。」
学「ネジの規格調べたらM95が一番近かったんで。。。」

確かに規格はそうかも知れんけど、この場合はそうでしょう。
ネジの呼び径より直径が大きいことはまずありませんから。
通常加工するときは、ピッチの1割分くらい外径を小さくしてますから。

その後、内径を広げてネジを切り直して完成。

デジカメがすっぽり入るくらいの雌ネジだったので、ネジ面を接写して見ました。
2018年10月10日
673 祝10周年

 10周年
10周年 気ままに始めたこのブログが10年も続くなんて始めた頃には想像していませんでした。ネタが尽きるのは時間の問題だと思っていました。
それでも続けていくうちにあの手この手でネタを作り出してきました。
この1年で60本、10年平均で67本/年。自分で褒めてあげたい。飽きやすい私には上出来です

次の目標は、投稿記事数1000本目かな。
20年を目標に頑張ります! その前に定年がくるけど。。。
定年したら本にして出版しますか

続きを読む
Posted by iso at
18:00
│Comments(0)
2018年10月04日
672 ドナドナ
10月ですね。新学期です。出会いと別れの時期でもあります。
諸事情により古い機械を2台処分することになりました
円筒研削盤(昭和39年設置)
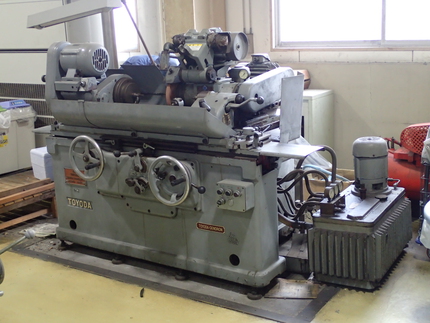




20年以上使用することは無かったので退役となりました。
旋盤の加工精度が向上したり、そこまでの精度を求められることが少なくなったのが使われなくなった理由でしょうか。
自分は数度使ったことがありますが、グーンと砥石が近づいてくる瞬間が緊張でした
卓上フライス盤(昭和35年設置)


寄る年波に逆らえずガタが大きく精度は期待できませんが、コンパクトで取り回しが良く使いやすい機械でした。
今の時代では、このサイズでこの程度の剛性を持った機械は無いのではないでしょうか。



持ち上げられ狭い隙間を抜けてドナドナされていきました。
残った工場を片付けていると古の品物が発見されました。
レーシングとワックス
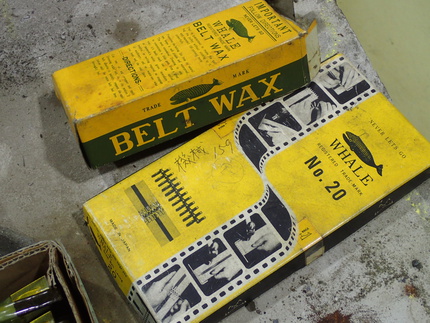
レーシングはこの平ベルトを繋ぐのに使います。ワックスはベルトの滑り止め。



型削り用のステッキバイト

10本箱入り新品っていうのがスゴイ。オークションに出したいくらい。
欲しい人いたら差し上げますよ
ベアリング

大径のものが多いですね。
しかも内輪も外輪もバラバラになっています。

これはベアリングとして利用しようととっているわけではありません。
この輪っかを切って開いて叩いて伸ばしての火造りをします。
そうして刃物や工具としての再利用をするのです。
材料の入手が困難な時代にベアリング材は貴重だったんでしょうね。
諸事情により古い機械を2台処分することになりました
円筒研削盤(昭和39年設置)






20年以上使用することは無かったので退役となりました。
旋盤の加工精度が向上したり、そこまでの精度を求められることが少なくなったのが使われなくなった理由でしょうか。
自分は数度使ったことがありますが、グーンと砥石が近づいてくる瞬間が緊張でした
卓上フライス盤(昭和35年設置)


寄る年波に逆らえずガタが大きく精度は期待できませんが、コンパクトで取り回しが良く使いやすい機械でした。
今の時代では、このサイズでこの程度の剛性を持った機械は無いのではないでしょうか。



持ち上げられ狭い隙間を抜けてドナドナされていきました。
残った工場を片付けていると古の品物が発見されました。
レーシングとワックス

レーシングはこの平ベルトを繋ぐのに使います。ワックスはベルトの滑り止め。



型削り用のステッキバイト

10本箱入り新品っていうのがスゴイ。オークションに出したいくらい。
欲しい人いたら差し上げますよ
ベアリング

大径のものが多いですね。
しかも内輪も外輪もバラバラになっています。

これはベアリングとして利用しようととっているわけではありません。
この輪っかを切って開いて叩いて伸ばしての火造りをします。
そうして刃物や工具としての再利用をするのです。
材料の入手が困難な時代にベアリング材は貴重だったんでしょうね。


