2018年07月30日
662 マシナブル

チョーク?
いえいえマシナブルセラミックスです。
いわゆるセラミックスは陶器(茶碗みたいなもの)の様なもので絶縁性(碍子など)や耐熱性に優れているのですが、通常の機械加工には向いていません。そこを改良したものがマシナブルセラミックスと呼ばれるものです。
セラミックスは、その素材や特性、メーカーの違いによって様々な名称がつけられています。
今回持ち込まれたのは“マコール”というもの。割と古くから商品化されている物の様です。
ウチの工場に持ち込まれるのは“マセライト”と言う名称のものが多いですね。
以前の記事では、
硬いセラミックスの粒を結合力の弱い接着剤みたいなもので固めたモノといった感じ。
と表現していました。そう言ったものもあると思いますが、結晶が割れやすい劈開(へきかい)を利用しているものもあるそうです。

まずは旋削。
真っ白で結晶粒もかなり小さい様です。
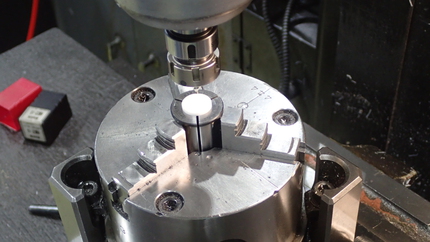
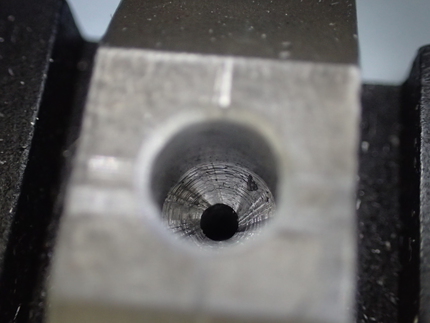
フライス盤で穴加工。
0.5mmと1.5mmを加工。

ドリルの抜け側の画像ですが、角のこぼれは比較的少ない様です。

続きを読む
2018年07月24日
661 現物型
引型に続いて現物型を紹介します。
どちらかと言うとこちらが本流ですかね。
以前の記事でもちらっとしか紹介していませんでしたね。
2段の木枠を使います。
3段、4段と言うのもあるみたいですが一般的ではないですね。


上枠と下枠。
違いがわかりますか?
爪が出ている方が上枠になります。

それから向きを間違えないように合いマークというのが打ってあります。


先ずは下型から。
下枠をひっくり返して定盤の上に置きます。
その中に現物型を置きます。

分割型の場合は、オス・メスありますからメスの方を分割面が定盤に密着するように置きます。
そこに篩(ふるい)で振るった砂を入れます。
フルイで振るうことによってキメ細かくて均一な表面の鋳型になります。これが金属の鋳物に転写されることになるので品物がキレイにできます。
これをハダ(肌)砂と呼びます。

木型が覆えるくらい砂を振るったら後はスコップで山盛りにします。
これを裏砂と呼びます。
通気性をよくするために配合の違う砂を入れることもあるようです。

この砂を突き固めていきます。まずは、突き棒で外側から均等に突き固めます。
かなり量が減るので、もう一度スコップで山盛りにして同様に突き固めます。これで木枠よりも少し高くなるくらいになると思います。

さらに砂を山盛りにします。
次はスタンプで突きます。
スタンプは突き固め具合を均一にするのが目的です。
しかし、砂が山状になっているので真ん中はたくさん圧縮されて強く締まります。端は高さが低いので弱くなります。
これでは均一にはならないので、四隅に手で砂を盛って高さを出してやります。

スタンプで突いたら、かき定規で木枠と同じ高さまで削り落とします。
かき定規の90度のエッジの部分で掻き取ります。手前に引いても、向こうに押して掻きとっても構いません。

木枠の高さで平らになったら、下枠をひっくり返します。
キレイに木型が見えていれば成功です。
木枠の上などに余分な砂が残っていれば平筆を使って払いのけます。
この砂の分が隙間になって鋳込む時に漏れ出てきます。

お掃除したら、合いマークを確認して上枠を載せます。
分割型の木型は、残りのオスの木型も載せます。

上型には湯口が必要なので、湯口棒を立てておきます。
湯口は素早く全体に溶解した金属が流れ込める位置にします。例えば長い形状で端に作るのは良くないということです。
湯口は木型から少し離した所に作ります。離す距離は湯口の直径分くらい。離れている部分はあとで繋ぎます。湯口の直径は、金属の種類、大きさ、流す湯の温度などで決まります。
離して立てて木枠と近い位置になると十分な砂の壁ができないので流せない(崩れる)ことになります。そうならないように木型を置く位置をその分ズラして置くのが正解です。
湯口棒はテーパが付いているので、細い方が下になるように置きます。

このまま上型の砂を入れると下型の砂とくっついてしまいます。
それは困るので、別れ砂を施します。
色んな種類があるのですが、川砂を振るったものを使っています。

木型の上に別れ砂があると表面が仕上がらないので、木型の上の別れ砂だけ除去します。
後は、下型を作った時と同じ要領で進めていきます。
湯口棒が倒れないように注意が必要です。もし倒れてしまったらそのまま起こして続けましょう。

突き棒で突く時は、湯口棒の周りもしっかり固めます。
ここが入り口になりますから、ここの砂が崩れると製品の中まで砂が入り込んで不良品となってしまいます。

湯口棒の周りを掻き取る時は、90度のエッジを湯口棒に添わせて回すように動かすとギリギリまで掻き取ることができます。

平らになったら湯口棒を抜き取ります。
ねじるように引き抜くと簡単に取れます。

湯口の入り口はグチャッとなっているので面取りしてキレイに整形します。
このままでは鋳込む時に崩れてしまうので、崩れそうなところは先に除去しておこうということです。この部分は出来あがりの形には関係ありませんから。
漏斗状になることで注ぎやすくもなります。
この後、上下に分離するので中に砂が落ちても構いません。


ヘラ各種(曲がりベラ、さじベラ、、、)
今度は上型だけ持ち上げて、ひっくり返します。

湯口と木型が離れているので、そこをつなぎます。
その部分のことを湯道とかせきと呼びます。
色々な付け方があると思いますが、下型の湯口棒が立っていたところを半球(ボール)状の窪みを作ります。
上型の穴の空いている湯口の部分から断面が三角形になるように溝を木型につなぎます。
断面を三角形にするのは、整形しやすくて、表面積を少なくして湯の温度が下がるのを防ぐためだそうです。

最後に型抜き針を木型に軽く打ち込んで抜き取れば完成です。
このままでは、うまく抜き取れないので、抜き代を付けます。
抜け代と言うのは、砂型と木型の隙間のことです。
どうやってこの隙間を作るかと言うと打ち込んだ型抜き針の根元をハンマーで軽く前後左右に叩いて振動を与えます。これを繰り返していくうちに隙間ができてきます。


キレイに抜ければ完成です。
この時に角の部分などが崩れても、ある程度であれば繕いはできます。

実習はこれで終わりです。
実際に流すには、ガス抜きや押し湯、あがりなどが必要になると思います。
どちらかと言うとこちらが本流ですかね。
以前の記事でもちらっとしか紹介していませんでしたね。
2段の木枠を使います。
3段、4段と言うのもあるみたいですが一般的ではないですね。


上枠と下枠。
違いがわかりますか?
爪が出ている方が上枠になります。

それから向きを間違えないように合いマークというのが打ってあります。


先ずは下型から。
下枠をひっくり返して定盤の上に置きます。
その中に現物型を置きます。

分割型の場合は、オス・メスありますからメスの方を分割面が定盤に密着するように置きます。
そこに篩(ふるい)で振るった砂を入れます。
フルイで振るうことによってキメ細かくて均一な表面の鋳型になります。これが金属の鋳物に転写されることになるので品物がキレイにできます。
これをハダ(肌)砂と呼びます。

木型が覆えるくらい砂を振るったら後はスコップで山盛りにします。
これを裏砂と呼びます。
通気性をよくするために配合の違う砂を入れることもあるようです。

この砂を突き固めていきます。まずは、突き棒で外側から均等に突き固めます。
かなり量が減るので、もう一度スコップで山盛りにして同様に突き固めます。これで木枠よりも少し高くなるくらいになると思います。

さらに砂を山盛りにします。
次はスタンプで突きます。
スタンプは突き固め具合を均一にするのが目的です。
しかし、砂が山状になっているので真ん中はたくさん圧縮されて強く締まります。端は高さが低いので弱くなります。
これでは均一にはならないので、四隅に手で砂を盛って高さを出してやります。

スタンプで突いたら、かき定規で木枠と同じ高さまで削り落とします。
かき定規の90度のエッジの部分で掻き取ります。手前に引いても、向こうに押して掻きとっても構いません。

木枠の高さで平らになったら、下枠をひっくり返します。
キレイに木型が見えていれば成功です。
木枠の上などに余分な砂が残っていれば平筆を使って払いのけます。
この砂の分が隙間になって鋳込む時に漏れ出てきます。

お掃除したら、合いマークを確認して上枠を載せます。
分割型の木型は、残りのオスの木型も載せます。

上型には湯口が必要なので、湯口棒を立てておきます。
湯口は素早く全体に溶解した金属が流れ込める位置にします。例えば長い形状で端に作るのは良くないということです。
湯口は木型から少し離した所に作ります。離す距離は湯口の直径分くらい。離れている部分はあとで繋ぎます。湯口の直径は、金属の種類、大きさ、流す湯の温度などで決まります。
離して立てて木枠と近い位置になると十分な砂の壁ができないので流せない(崩れる)ことになります。そうならないように木型を置く位置をその分ズラして置くのが正解です。
湯口棒はテーパが付いているので、細い方が下になるように置きます。

このまま上型の砂を入れると下型の砂とくっついてしまいます。
それは困るので、別れ砂を施します。
色んな種類があるのですが、川砂を振るったものを使っています。

木型の上に別れ砂があると表面が仕上がらないので、木型の上の別れ砂だけ除去します。
後は、下型を作った時と同じ要領で進めていきます。
湯口棒が倒れないように注意が必要です。もし倒れてしまったらそのまま起こして続けましょう。

突き棒で突く時は、湯口棒の周りもしっかり固めます。
ここが入り口になりますから、ここの砂が崩れると製品の中まで砂が入り込んで不良品となってしまいます。

湯口棒の周りを掻き取る時は、90度のエッジを湯口棒に添わせて回すように動かすとギリギリまで掻き取ることができます。

平らになったら湯口棒を抜き取ります。
ねじるように引き抜くと簡単に取れます。

湯口の入り口はグチャッとなっているので面取りしてキレイに整形します。
このままでは鋳込む時に崩れてしまうので、崩れそうなところは先に除去しておこうということです。この部分は出来あがりの形には関係ありませんから。
漏斗状になることで注ぎやすくもなります。
この後、上下に分離するので中に砂が落ちても構いません。


ヘラ各種(曲がりベラ、さじベラ、、、)
今度は上型だけ持ち上げて、ひっくり返します。

湯口と木型が離れているので、そこをつなぎます。
その部分のことを湯道とかせきと呼びます。
色々な付け方があると思いますが、下型の湯口棒が立っていたところを半球(ボール)状の窪みを作ります。
上型の穴の空いている湯口の部分から断面が三角形になるように溝を木型につなぎます。
断面を三角形にするのは、整形しやすくて、表面積を少なくして湯の温度が下がるのを防ぐためだそうです。

最後に型抜き針を木型に軽く打ち込んで抜き取れば完成です。
このままでは、うまく抜き取れないので、抜き代を付けます。
抜け代と言うのは、砂型と木型の隙間のことです。
どうやってこの隙間を作るかと言うと打ち込んだ型抜き針の根元をハンマーで軽く前後左右に叩いて振動を与えます。これを繰り返していくうちに隙間ができてきます。


キレイに抜ければ完成です。
この時に角の部分などが崩れても、ある程度であれば繕いはできます。

実習はこれで終わりです。
実際に流すには、ガス抜きや押し湯、あがりなどが必要になると思います。
2018年07月18日
660 ローソク
ザグリ穴、正確には平ザグリ、の加工
突先から図面指示の所定の深さまで通常の円錐キリで下穴を開けます。

上から覗くとこんな感じ。
底部が円錐面なので、ローソクキリを使って底の底面を作ります。
肩から図面指示の深さまで加工します。
削れるのは底部の円錐部分だけですが。

肩で目盛りを合わせて所定の深さまで。
とは言えボール盤の目盛りってこの程度ですから細かな寸法は難しいですね。

加工後、上から覗いてみると、わかるかな。。。

こんな面倒なことしなくても初めからローソクで開ければ良いんじゃないとお思いでしょう。
本当に最初ならローソクからでもいけます。
しかし、こういう加工は、ほぼ最初に貫通穴が開いていて、そこに段付き穴を加工をすることになります。
穴が開いている部分でローソクを使うともの凄くブレます。笑えるくらい
センターリングをする部分が中心部の1点だけだからです。
円錐キリだと円錐面がセンターリングの案内面になってくれますから安定しています。

薄板とか真鍮とかの穴加工は最初からローソクで加工した方が出口付近が安定して作業できます。


雑学?
118度の円錐キリは切刃が直線になります。
それより大きいと凹んだ形状になります。ローソクの場合は180度より大きく190度くらいでしょうか。
それより小さいと凸った形状になります。
突先から図面指示の所定の深さまで通常の円錐キリで下穴を開けます。

上から覗くとこんな感じ。

底部が円錐面なので、ローソクキリを使って底の底面を作ります。
肩から図面指示の深さまで加工します。
削れるのは底部の円錐部分だけですが。

肩で目盛りを合わせて所定の深さまで。
とは言えボール盤の目盛りってこの程度ですから細かな寸法は難しいですね。

加工後、上から覗いてみると、わかるかな。。。

こんな面倒なことしなくても初めからローソクで開ければ良いんじゃないとお思いでしょう。
本当に最初ならローソクからでもいけます。
しかし、こういう加工は、ほぼ最初に貫通穴が開いていて、そこに段付き穴を加工をすることになります。
穴が開いている部分でローソクを使うともの凄くブレます。笑えるくらい

センターリングをする部分が中心部の1点だけだからです。
円錐キリだと円錐面がセンターリングの案内面になってくれますから安定しています。

薄板とか真鍮とかの穴加工は最初からローソクで加工した方が出口付近が安定して作業できます。


雑学?
118度の円錐キリは切刃が直線になります。
それより大きいと凹んだ形状になります。ローソクの場合は180度より大きく190度くらいでしょうか。
それより小さいと凸った形状になります。
2018年07月12日



2018年07月06日
658 横着

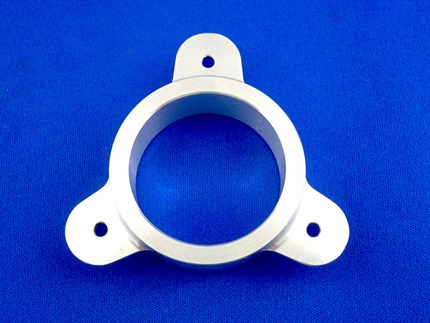
こんな形もワイヤー放電加工機(WEDM)で作ってます

元が板材からだからなんだけど。。。

これに円周方向に90度ずらして2ヶ所にネジをたてます。
いくつか方法はありますが、そんなに精度はいらないでしょう、と言うことで今回はこうしてみました。
まず、厚さ方向のケガキを入れておきます。

バイスにこんな感じに保持します。

両方向にちょっとずつ出ているのがポイント⁉︎
中心線をケガキます。
バイスごと90度倒してケガキ。

このままポンチを打ちます。
ポンチを打つときにズレそうなので正直台を入れておいたほうが良いかも。

ネジ位置とワイヤーの切り終わりと重なるようにして、切り終わりのラインを目立たないようにしています。
ピッタリ合わせてしまうとハイトゲージで寸法を取るときに誤差が生じるのが嫌だったので、ちょっとずらしています。
このままボール盤に持って行って、下穴→面取り→タップで完成。